

Область применения профильных труб

Профильная труба в торговой сети реализуется отрезками, имеющими длину 6 м
Профтруба из тонкого листа имеет ряд незаменимых свойств:
- наличие прямоугольного или квадратного поперечного сечения обеспечивает довольно высокое сопротивление, оказываемое изгибающим воздействиям;
- против кручения подобный тип сечений работает довольно успешно;
- при небольшой массе пространственная конструкция способна выдерживать значительные статические и динамические нагрузки;
- подобные заготовки легко выпиливать в заданный размер;
- материал легко сваривается всеми видами сварки;
- заготовки из профтрубы доставляются на место монтажа, а затем сравнительно быстро и легко собираются в готовое изделие;
- используются в качестве металлокаркаса, его в дальнейшем обшивают отделочными материалами.

Оригинальная скамейка, в которой использованы трубы, согнутые в два разных радиуса
Из профильной трубы промышленные предприятия и мастера в своих мастерских изготавливают самые разнообразные изделия. Больше всего представлены сооружения защищенного грунта. Теплицы и парники создают по разным схемам:
- с двускатной крышей. Такие конструкции имеют традиционный вид. У них образуются два ската для сброса снега и дождевой влаги. В таких теплицах довольно просторно, стены выстаиваются вертикально;
- арочного типа. Чтобы создать подобное изделие, необходимо сначала создать арки. Тут используют вальцы и специальное гибочное оборудование. При минимальных затратах металла и сотового поликарбоната добиваются получения значительной площади утепленного грунта. Такие конструкции изготавливаются по заранее созданным чертежам;
- «капля» – особый вид теплицы. В ней имеется островерхая крыша, на которой в зимний период снег практически не задерживается. Высокое пространство используется для выращивания высокорослых растений. Здесь размещают даже довольно крупные деревья и виноград;
- «павильон» – еще один интересный тип теплиц. Используется полукруглая крыша при вертикальных стенах. Подобные сооружения позволяют создавать не только теплицы для летнего выращивания овощей, их применяют даже при сильных заморозках. Внутри остается летняя температура, растут теплолюбивые растения.

Парник «бабочка» позволяет подойти к растениям с двух сторон. В жару стенки приподнимаются. В холодное время их опускают. Холод не доберется до растений

Дачная мебель из профильных труб. Из металла можно делать изящные конструкции

Бюджетные столы и скамейки из профильной трубы пользуются высоким спросом у населения

За городом, а также в парках и местах массового отдыха можно с удовольствием пристроиться на удобной качалке

Летом приятно оказаться под душем. Кабинку тоже изготовили из профильной трубы

Недорогая и удобная беседка востребована практически везде. Их ставят на дачах, они находят место в придомовой архитектуре. Небольшая крыша укроет от солнца и дождя

Легкие барные табуреты лаконичны и довольно удобны. Их можно поставить в баре, а можно и дома
Статья по теме: возможно ли согнуть профильную трубу без трубогиба?
В чем сложность сгибания профильных труб
Вне зависимости от формы профиля трубы, суть процесса гибки состоит в придании изделию частичного, либо полного изгиба. Достичь этого можно только прикладыванием определенного внешнего воздействия – исключительно давления или совокупности нагрева и давления.

С точки зрения физики, в процессе изгиба на профильную трубу воздействуют одновременно две разнонаправленные силы:
- Сила растяжения. Проявляется с внешней стороны изгиба.
- Сила сжатия. Направлена на внутреннюю часть изгибаемого участка.
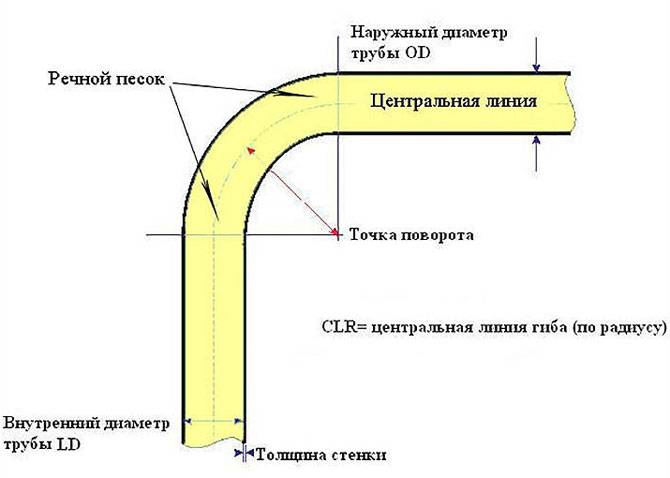
Противоположная направленность этих сил как раз и отвечает за некоторые сложности, часто возникающие в процессе сгибания труб:
- Различные участки трубы в зоне изгиба могут неодинаково изменять форму, что неизбежно будет приводить к нарушению их соосности.
- Стенка трубы с внешней стороны изгиба при сильном растяжении может утратить прочность или даже лопнуть.
- На внутренней стороне изгиба, напротив, в процессе сжатия часто образуются складки.

Чтобы избежать этих неприятностей, и не получить вместо ровно изогнутой трубы смятую металлическую поверхность, стоит непременно учитывать тип материала и многочисленные геометрические параметры изделия: толщину стенок, диаметр сечения, радиус изгиба. Знание этих характеристик позволит подобрать оптимальный способ сгиба.
Преимущества и недостатки
Преимущества
Низкую стоимость. Она объясняется малыми затратами энергии и труда.
Отсутствие требований в части квалификации исполнителя. Если горячая ковка доступна только профессиональному кузнецу с развитыми навыками и при наличии мощной печи, то холодной может заниматься любой желающий, притом в домашних условиях.
Высокие эстетические достоинства. Ворота, решетки и прочие изделия смотрятся дорого, благородно и привлекательно; издали они походят на кованые.
Высокую скорость изготовления. Набор элементов для ворот можно выполнить за полдня. Для их изготовления ручной горячей ковкой потребуется неделя.
Возможность создавать оригинальные изделия, по-разному комбинируя типовые элементы.
Недостатки
Ограниченный набор исходных материалов и конечных форм. По этой причине изготовленные данным методом предметы не могут сравниться в художественной ценности с полученными традиционной горячей ковкой.








Потребность в специальном оборудовании.

Специальное оборудование — один из недостатков холодной ковки.
Самодельное оборудование для ковки металла: ручные (простые), универсальные и другие станки
При необходимости быстрого выполнения работ и сокращения физической нагрузки человека, используют станки с электромеханическим приводом. В остальных случаях приоритет отдается ручным станкам.
Ручные
Модели ручных станков могут выполнять все формы заготовок, применяемых в холодной ковке. Они достаточно компактны, чтобы не занимать много рабочего места. Однако номенклатура применяемых в обработке материалов ограничивается физической силой работающего на них человека. Практически любой станок из модельного ряда ручных станков можно изготовить самостоятельно, наибольшей популярностью пользуются гнутик и глобус.
Самодельный гнутик
С электроприводом
Станки с электроприводом используются в производствах с промышленным масштабом. За счет возможности работы с более крупным металлопрокатом расширяется номенклатура выпускаемых изделий.
Рабочая поверхность электрического станка
Некоторые операции холодной ковки, например, скручивание прутка вокруг своей оси, для получения более качественной заготовки рекомендуется выполнять на станках с электроприводом. Это оборудование сложнее изготовить самостоятельно, но вполне возможно.
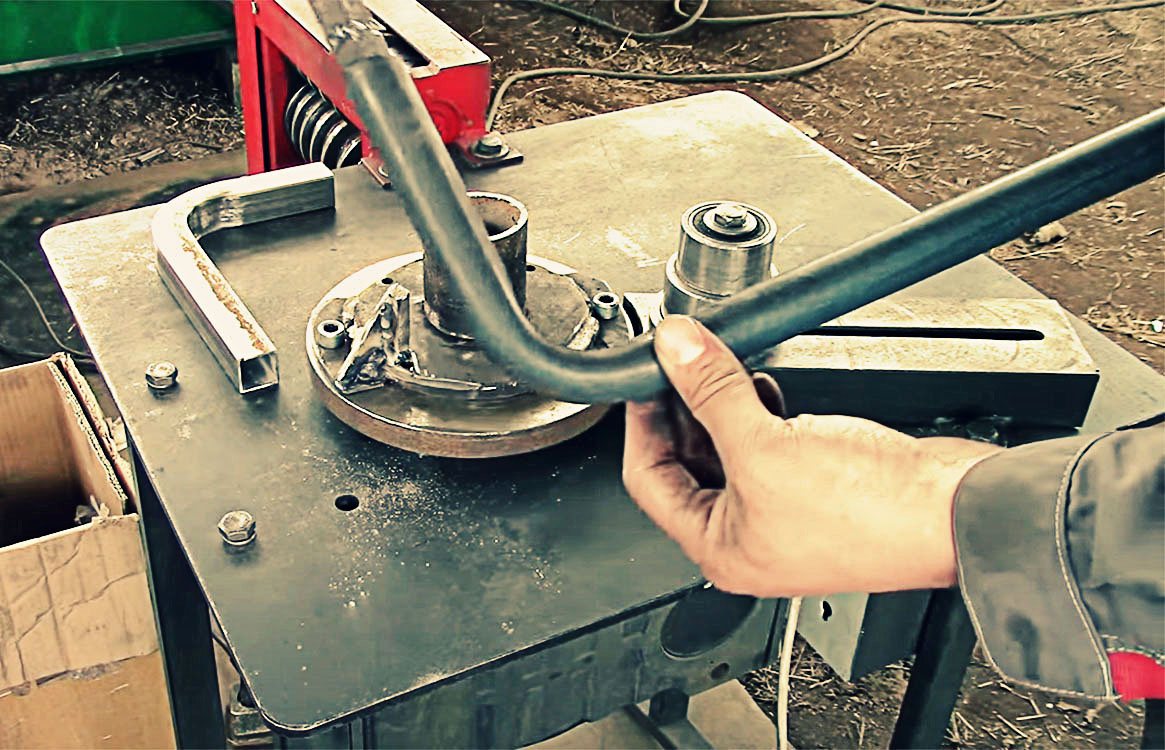
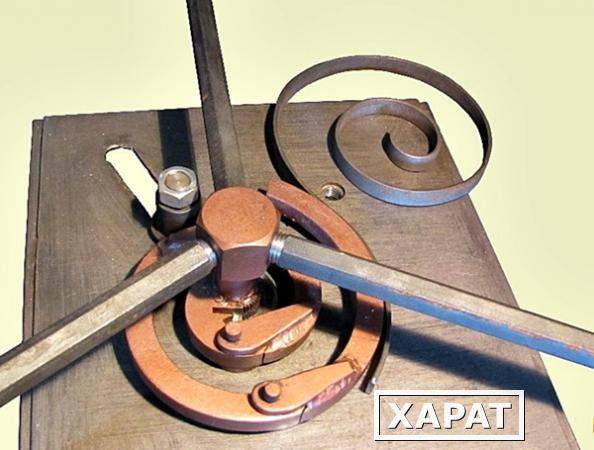
Улитки
Самыми распространенными формами изделий холодной ковки являются спирали и завитки различного вида. Станки для их изготовления называют улитками. Основной трудностью в самостоятельном изготовлении этих станков является создание шаблонов.
Шаблон – формообразующая деталь станка от которой зависит внешний вид заготовки. Для разнообразия форм готовых изделий производитель должен иметь как можно больше разновидностей кондукторов (шаблонов). Заменой их на станке типа улитка получаются новые элементы.
Создание завитка для балясины на самодельном кондукторе
Для изготовления различных по форме спиралей и завитков самый простой способ выполнить их из полосы, например 4х25 мм. Согнуть их в достаточном количестве не составит большого труда. Приварив к пластине, получим готовый сменный кондуктор.
Для гибки профильной трубы, вальцы
Станки для гибки профильных труб можно изготовить своими руками. Такие трубогибы работают по принципу вальцовки, тем самым снижается риск возникновения излома труб. Оборудование этого типа широко представлено в торговой сети. Однако возможность самостоятельно сделать работоспособное устройство, позволяет сэкономить финансовые средства.
Материалы для самодельного трубогиба найти не так трудно. Единственным недостатком такого изделия может быть не совсем презентабельный вид по сравнению с магазинным.
Торсионы для торсирования и фонариков
В разнообразии форм заготовок холодной ковки не последнюю роль играют скрученные вокруг своей оси изделия, а также полученные аналогичным методом объемные формы (фонарики). Станки для этих заготовок, причем с электромеханическим приводом, для получения более качественных элементов (по сравнению с ручным), изготавливаются самостоятельно многими производителями, работающими по технологии холодной ковки.
Для скручивания прутка в варианте изготовления своими руками, в самом простом варианте используются обычные слесарные тиски. Если несколько усложнить конструкцию с использованием возможности закрепления оправки, то в таком исполнении получаются элементы фонарик и корзинка.
Преимущества и недостатки металлической мебели
Садовая и мебель для дома из металла популярна благодаря своим достоинствам:
- Хорошая сочетаемость с окружающей растительностью, особенно кованых предметов.
- Возможность многократного окрашивать для сохранения первоначального вида. Для алюминия и нержавеющей стали дополнительная обработка не требуется.
- Простота ухода. Достаточно раз в год обновлять покрытие, а в остальное время протирать влажной тряпкой.
- Металл не обрастает плесенью, об него обломают зубы грызуны и жучки.
- Длительный, более 100 лет, срок службы.
- Металл не разрушается даже при резких перепадах температуры, а с надежным покрытием безболезненно переносит действие влаги и ультрафиолета.
Основным недостатком считается высокая теплопроводность, что приводит к быстрому остыванию в ненастье и нагреву на солнце. Однако проблема легко решается съемными подушками на сиденьях, а столешницы накрывают пленкой ПВХ. К минусам чугунной и кованой мебели также относят большой вес.
Недостатки профильной трубы и способы устранения
При всех плюсах профильных труб есть у них и недостаток. Производители стараются использовать материалы небольшой толщины. Поэтому при проектировании длинномерных изделий приходится закладывать более габаритные заготовки. Теряется легкость внешнего вида.
Но самодельные конструкции довольно часто выполняют из довольно тонкой исходной заготовки. Чтобы усилить профильную трубу от прогиба, в ней добавляют дополнительные ребра. В результате повышается жесткость.
Вопрос можно решить постукиванием молотком по одной из сторон, сминая грань. Можно подойти к вопросу и более рационально: изготовить приспособление, которое несколько изменит форму профиля трубы.
Замечено следующее:
- если производит прокат квадрата сверху и снизу, то можно дополнительно создать ребра усиления;
- прочность на изгиб увеличивается на 20…30 %, что позволяет применять профтрубы меньшего формата на один и даже два типоразмера.
В результате мастер экономит материал, создает более легкую и интересную конструкцию.
Устройство «торсион»
- Полый патрон с любым способом зажима прутка — с помощью трех/двух кулачков, цанги, резьбы и т.д.
- Каретку, на которой устанавливается сменный зажимной узел. с неподвижным зажимным узлом, который предназначен для фиксации противоположного торца прутка.
- Собственно, зажимной узел с подвижными захватами шарикового, или клинового типа.
- Ползуна, который, перемещаясь по направляющим станины, обеспечит торсировку прутков разной длины.
- Станины, на которой монтируются все устройства, перечисленные выше.
- Приводной рукоятки или штурвала — для ручного приспособления.
- Пульта управления электродвигателем — для механизированного варианта.
Общий вид такого приспособления приведен на рис. 2
Рисунок 2 — Ручной станок «Торсион»
Как видно из рисунка, универсальность оснастки обеспечивается наличием посадочных мест под различные захваты, учитывающие диаметр прутка, поскольку универсальность патрона обеспечивается его конструкцией. Все габаритные размеры приспособления предварительно просчитываются с учетом способности выполнить скручивание заготовок с определенными диаметром и длиной.
Подвижная каретка, на которой монтируется узел зажима пассивной части прутка, стоит выполнять с направляющими, для которых можно приспособить соответствующий узел от списанного токарного станка, например, ТВ-4. Зажим производится применением пары стандартных эксцентриковых захватов: это обеспечивает равномерность зажима. Для снижения износа захватов иногда предусматривают разрезную втулку из нормализованной среднеуглеродистой стали, которая будет обжимать пруток: ее заменить легче, чем сами захваты.
Некоторой доработки потребует патрон: в нем необходимо получить сквозное отверстие, предназначенное для ввода прутка в зону деформирования. Можно обойтись и без этого, но в таком случае приспособление будет обладать ограниченной функциональностью.
Станину можно сварить из толстостенных профильных труб, либо использовать швеллер подходящего по габаритам размера.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу
Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.








Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Инструменты и приспособления для ковки
Для изготовления кованых изделий из профильной трубы необходимо применять специальные инструменты и приспособления. Их можно сделать из подручных материалов самостоятельно, заказать у опытного мастера или приобрести заводские модели. Также следует обустроить место работы – функциональный стол, обеспечить пространство для ковки длинных труб.
Для обработки небольших заготовок можно использовать столешницу с габаритами 2000*1500 мм. На ней размещаются основные инструменты и приспособления для производства изделий из профильной трубы.
Гнутик
Предназначен для изготовления дуг различных диаметров. Станок состоит из т-образной основы, на которой попарно располагаются опорные ролики. На вертикальной стойке находится опорный ролик, высота которого регулируется с помощью резьбового механизма.
- Возможность замены роликов для гнутья труб различного сечения;
- Изменение расстояния между опорными элементами для варьирования радиуса;
- При самостоятельном изготовлении рекомендуется использовать п-образный металлический профиль толщиной не менее 2 мм.
Конструкция гнутика для профильных труб отличается от традиционной. Невозможно сделать качественный изгиб без равномерного распределения нагрузки по всей поверхности. Средняя стоимость самодельной модели – 9600 рублей.
Твистер
Используется для скручивания профильных труб с художественной целью. Для обработки рекомендуется применять модели с лемехом, который облегчает процесс изготовления, снижает время контролируемой деформации, повышает ее качество.
Станок состоит из основания, на котором крепится передвижной блок для фиксации заготовки и механизм с лемехом для скручивания. Основные параметры оборудования:
- Максимальная и минимальная длина обрабатываемых изделий.
- Сечение заготовки, ее размеры. Они зависят от формы механизма крепления;
- Тип привода – ручной или механический. Для производства кованых изделий из профильной трубы в домашних условиях чаще всего используются бюджетные модели с ручным приводом.
Цена полного комплекта — от 16 800 рублей.
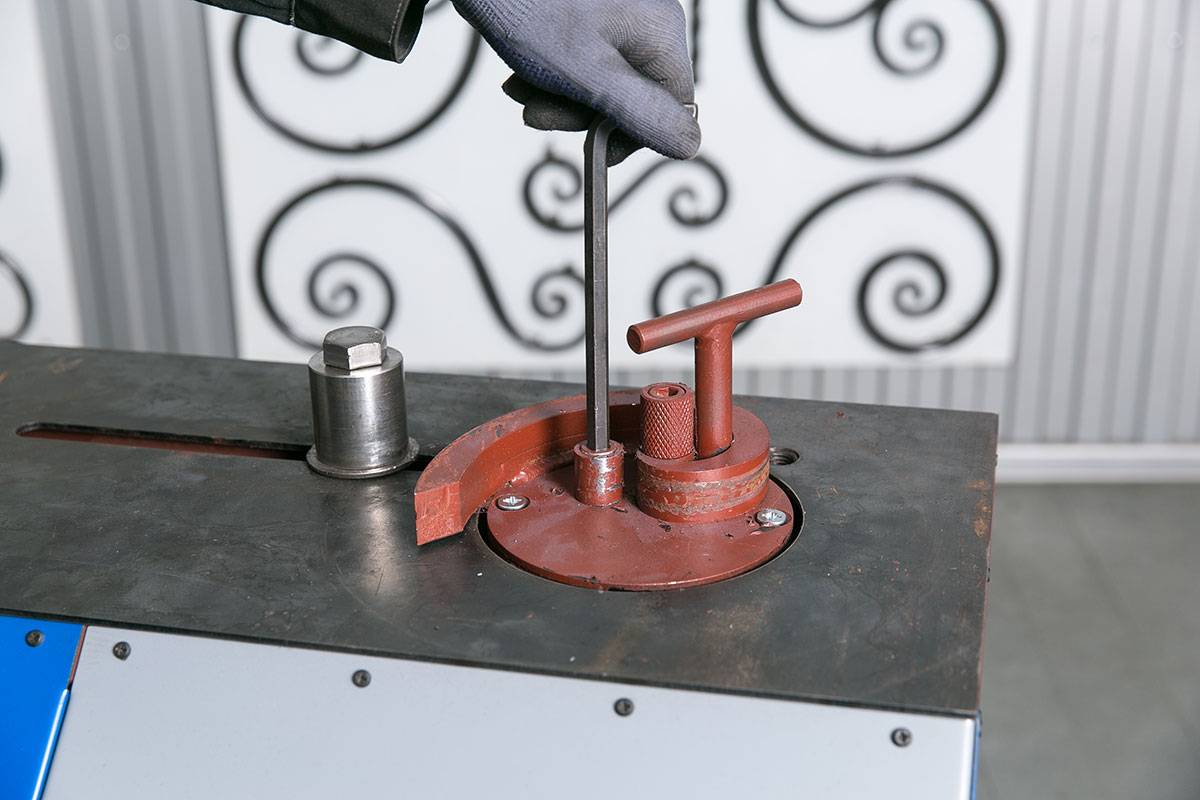
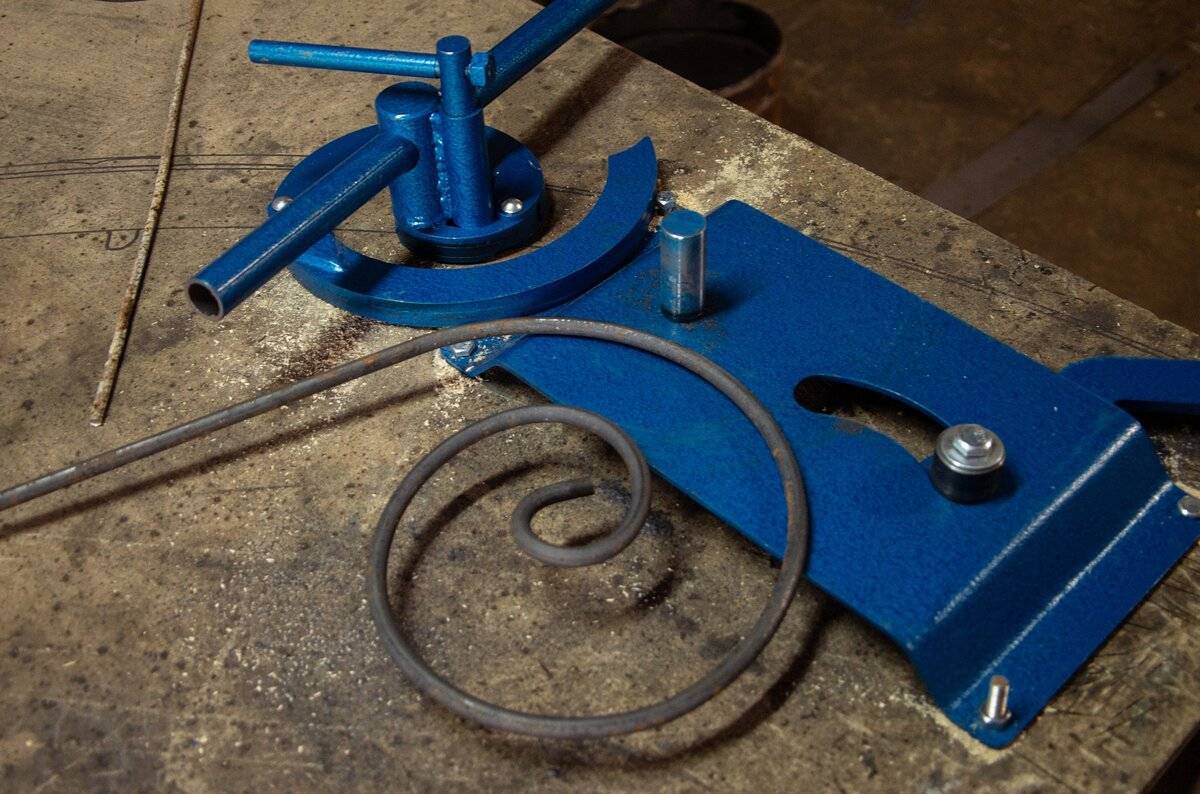
Улитка
С ее помощью делают спиралевидные компоненты. Устройство состоит из платформы квадратной или прямоугольной формы. На ней располагаются отверстия для установки опорных дуговых элементов. С помощью концевика выполняется фиксация трубы. Изгиб формируется при воздействии рычажного механизма с опорным роликом.
Характеристики улитки:
- максимальный и минимальный радиус изгиба;
- размер заготовки;
- допустимая степень механического воздействия.
Средняя стоимость бытовой улитки для гибки профильных труб составляет 12 000 рублей.
Расчет квадратной трубы на прогиб и изгиб
Замкнутые профили, какими являются квадратные, прямоугольные и круглые трубы, — это вариант для тех, у кого нет возможности использовать деревянные конструкции, но есть желание предать будущему сооружению хорошую эстетичность. Например, каркас козырька, сваренный из квадратных труб, выглядит более эстетично, чем тот же козырек, сваренный из уголков.
1. Калькулятор
2. Инструкция к калькулятору
На данной странице Вам представлен калькулятор способный подбирать сечение квадратной трубы по прочности и деформациям. Другими словами, с помощью данного калькулятора Вы можете произвести расчет квадратной трубы на прогиб и изгиб по ГОСТ 30245-2003 «Профили стальные гнутые замкнутые сварные квадратные для строительных конструкций».
Рассчитать квадратную трубу можно для следующих расчетных схем:
Тип 1 — балка с одним пролетом с приложенной на нее равномерно распределенной нагрузкой.
Тип 2 — жестко защемленная консоль с равномерно распределенной нагрузкой.
Тип 3 — балка лежащая на двух опорах с выведенной консолью с одной стороны.
Тип 4 — однопролетная шарнирно опертая балка с приложенной на нее сосредоточенной нагрузкой.
Тип 5 — то же самое, что и тип 4, только с двумя сосредоточенными нагрузками.
Тип 6 — консоль с жестким защемлением с приложенной на нее сосредоточенной нагрузкой.
Инструкция к калькулятору
Обращаю ваше внимание, что в нецелых числах необходимо ставить точку, а не запятую, то есть, например, 5.7 м, а не 5,7. Также, если что-то не понятно, задавайте свои вопросы через форму комментариев, расположенную в самом низу
Исходные данные
Расчетная схема:
Длина пролета (L) — пролет через который переброшена балка или длина консоли.
Расстояния (A и B) — расстояния от опор до мест приложения нагрузок. Для 3 схемы А равна длине консоли балки, опирающейся на 2 опоры.
Нормативная и расчетная нагрузки — нагрузки, на которые рассчитывается квадратная труба. Рассчитать их можно с помощью следующих материалов:
Fmax — максимально допустимый прогиб, подбираемой по таблице E.1 СНиПа «Нагрузки и воздействия», в зависимости от вида конструкции. Некоторые значения этого показателя приведены в таблице 1.

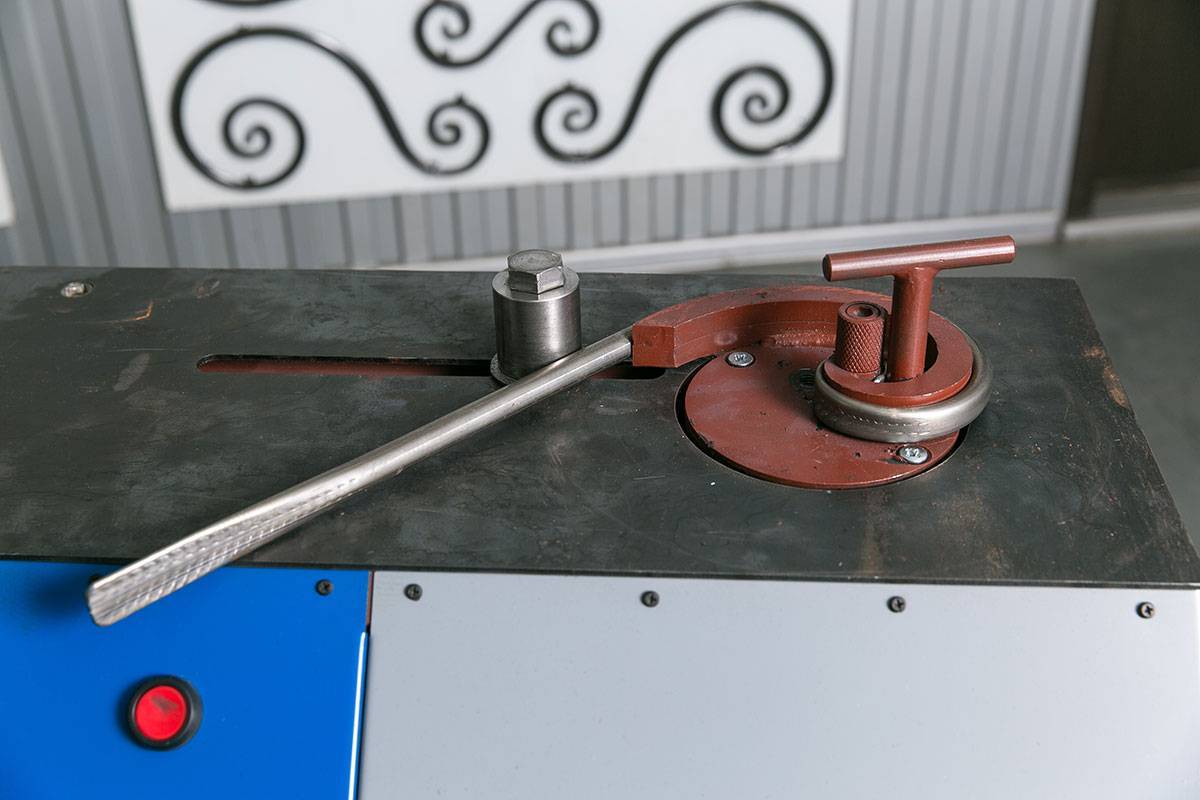







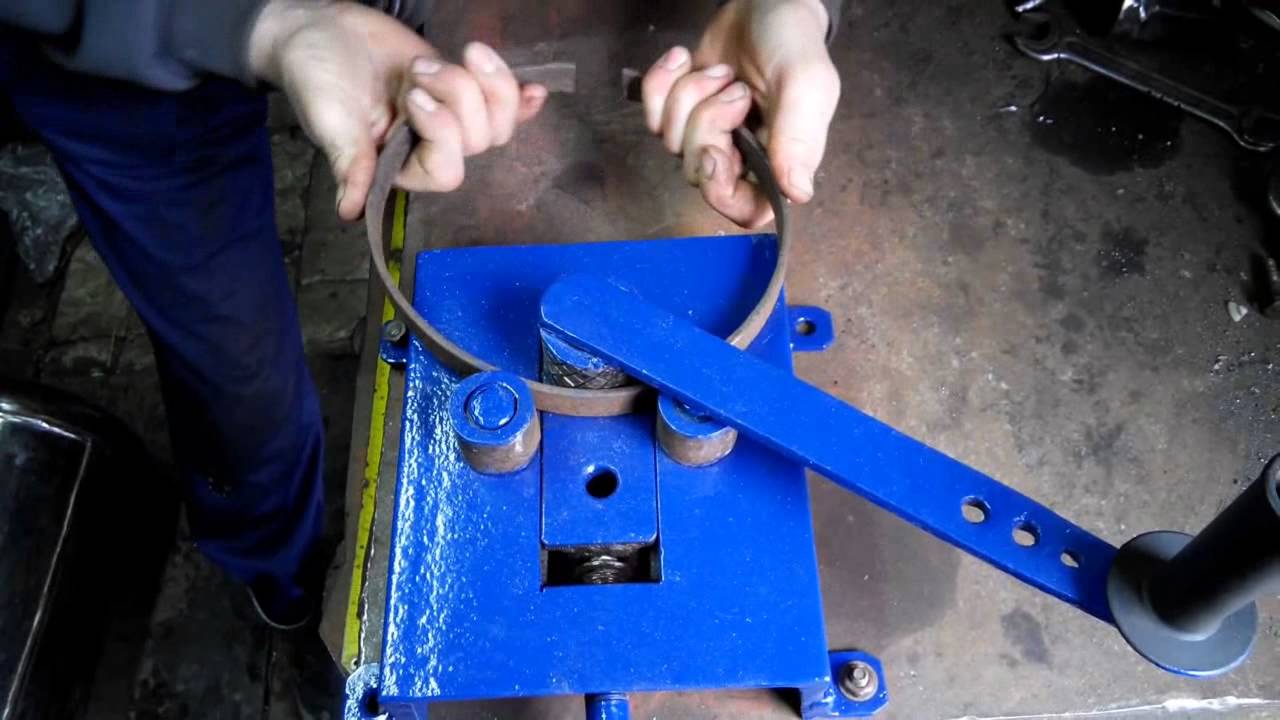
Таблица 1. Максимальный прогиб для некоторых конструкций согласно СНиП.
| Вид балки | Длина пролета | Требования | Fmax |
| Балки перекрытий, покрытий, крыши | L ≤ 1 м | Эстетико-психологические, то есть такие, при которых прогиб балки не будет «бросаться в глаза» | 1/120 (1/60) |
| L = 3 м | 1/150 (1/75) | ||
| L = 6 м | 1/200 (1/100) | ||
| L = 12 м | 1/250 (1/125) | ||
| Балки покрытий и перекрытий при наличии на них элементов, подверженных растрескиванию (стяжек, полов, перегородок) | любая | Конструктивные | 1/150 (1/75) |
| Перемычки | любая | Конструктивные | 1/200 |
| Примечания:1. Без скобок Fmax указан для пролета, в скобках — для консоли.2. В случае промежуточных значений длины пролета L максимальный прогиб Fmax находится по линейной интерполяции. |
Покупка или изготовление кованого декора
Декоративные элементы холодной ковки из профильной трубы для забора, ворот и калитки можно сделать самостоятельно или приобрести у крупного поставщика. Обычно покупка обойдется дешевле, если вы хотите сделать один комплект для своего приусадебного хозяйства.

Для этих целей не потребуется покупать оборудование для холодного формования, а только сварочный аппарат и болгарка. Все декоративные элементы доступны в продаже, так что любое ограждение можно сделать не только исходя из требований к бюджету, но и по собственному или выбранному эскизу.
https://youtube.com/watch?v=25yisjvulOc
Использование кованого полуфабриката значительно сокращает стоимость изделий, а также трудоемкость выполнения. Для изготовления такого функционального кованого декора для приусадебного хозяйства потребуется только инструмент, который, как правило, уже есть в хозяйстве. Как можно собрать забор своими руками из готовых элементов или полностью изготовить его из профиля смотрите в видео.
Стандартные профильные трубы квадратного или прямоугольного сечения, благодаря высокой прочности на изгиб при малом весе широко применяются в строительстве. В случаях превышения допустимых значений нагрузки, которые возникают при сильных изгибах, изделия деформируются и разрываются. Исключить негативные последствия позволяет применение труб с усиленным профилем.
Оборудование для холодной ковки: своими руками или купить
Кроме торсиона для холодной ковки применяются другие станки с ручным (рычажным) управлением, среди которых наиболее выделяется улитка, использующаяся для изготовления завитков. Подобные устройства чаще всего применяются индивидуальными мастерами, а также кузнецами небольших кузниц, мастерских и компаний.
Станок типа улитка PROMA, Фото ВсеИнструменты.ру
Данные механизмы отличаются достаточно простым устройством, поэтому их возможно собрать своими руками. Самодельная улитка, волна или другой станок отличается необходимой для определенного мастера конструкцией и размерами, что позволяет решать поставленные задачи.
Станки с электропроводом отличаются более высокой производительностью, а также снижают трудозатраты. Самостоятельная сборка устройств позволяет сделать модель, отвечающую всем критериям.
Универсальные станки представляют собой автоматические или ручные машины, предназначенные для выпуска больших объемов различных элементов. Высокая производительность делает агрегаты востребованными на крупных и средних предприятиях. Универсальное оборудование позволяет обрабатывать заготовки с разным сечением: полосы, профильные трубы, круглые и квадратные прутки.
Станок для ковки Ажур-1М. Фото КовкаПРО
Инструменты: клещи, вилки и кувалда и приспособления: шаблоны, лекала, кондукторы в большинстве случаев изготавливаются своими руками.
Дополнительные варианты
- Паяльная лампа. Иногда нужно изогнуть такое изделие и получить большой радиус гибки. Для этих целей можно . Она нагреет стенки детали докрасна. В результате сильно разогретый металл будет очень легко сгибаться. Приступать к гибке можно будет после появления окалины. Она указывает на начало работы.
- Вода. Можно гнуть профильную трубу, используя обычную воду. Этот способ подходит для монтирования водопровода, для прокладки системы отопления с наступлением холодов. Один конец закрывают пробкой, вовнутрь наливают воду. Затем ее оставляют на морозе. Как только вода превратится в лед, можно будет начинать сгибать деталь. Во время работы движения должны быть плавными и аккуратными. Запрещается делать резкие поступательные движения.
- Гибка болгаркой и сварочным аппаратом. Для выполнения такой технологической операции необходимо сделать несколько шагов:
- в месте изгиба болгаркой делаются поперечные надрезы;
- изгибается труба;
- сваркой завариваются надрезы;
- проводится шлифование сварочных швов.
Описанные выше способы позволяют гнуть профиль без помощи профессионалов и специального дорогого оборудования. Самое главное в этой работе – придерживаться алгоритма получения изгиба. Все работы должны выполняться с учетом техники безопасности, особенно если работа делается паяльной лампой или газовой горелкой. В помещении обязательно должен быть огнетушитель, песок и вода.
Устройство тисков слесарных, как и всех остальных видов зажимного инструмента, выглядит просто. Следует начать с того, что тиски — это специальный, как правило, неподвижный инструмент для прочной фиксации различного рода деталей из твердых материалов с целью их последующей обработки.





