

Делаем простые тиски своими руками из уголков
Что может быть проще, чем процедура изготовления тисков из уголков. Если у вас в гараже залежались металлические уголки, то пора применить их для изготовления очень полезной самоделки. Из уголков можно сделать тиски, причем данная процедура достаточно проста, и не потребует много времени и усилий.
Для изготовления такого инструмента потребуются уголки, а также шпилька с гайками. Все работы будут выполняться с использованием сварочного аппарата, болгарки и дрели. Принцип изготовления достаточно простой, и каждый домашний мастер сможет реализовать задумку по своему усмотрению. Используя чертеж за эталон, не составит большого труда на его основании изготовить ручные тиски для своего гаража.
Ниже представлено видео готовых тисков, сделанных из уголков.
Как сделать самодельные тиски для столярных работ
Вследствие разнообразия запчастей, которые предлагает современный рынок, а также благодаря интернету, где можно найти большое количество чертежей с размерами, тиски своими руками изготовить абсолютно непроблематично. Сразу стоит отметить, что цена самодельного инструмента будет на порядок ниже стоимости готовых тисков.
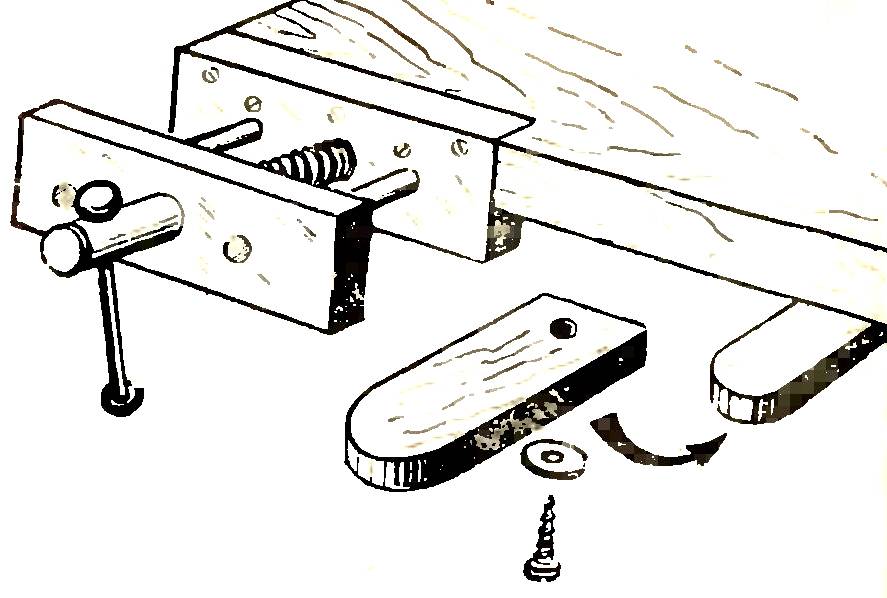
Первое, что следует учитывать при изготовлении столярных тисков, – это то, что губки должны быть изготовлены из древесины мягких пород, что позволит избежать повреждения мягких деталей.
Чтобы работа была максимально удобной, тиски прикручивают к верстаку. Затем на неподвижной половине крепят простую мебельную гайку для последующего вкручивания шпильки. Последняя, в свою очередь, и будет отвечать за подвижность механизма. Следующий этап – это фиксация шайбы на подвижной губке и крепление воротка к рукоятке. Сами наконечники для губок можно сделать из простой фанеры.
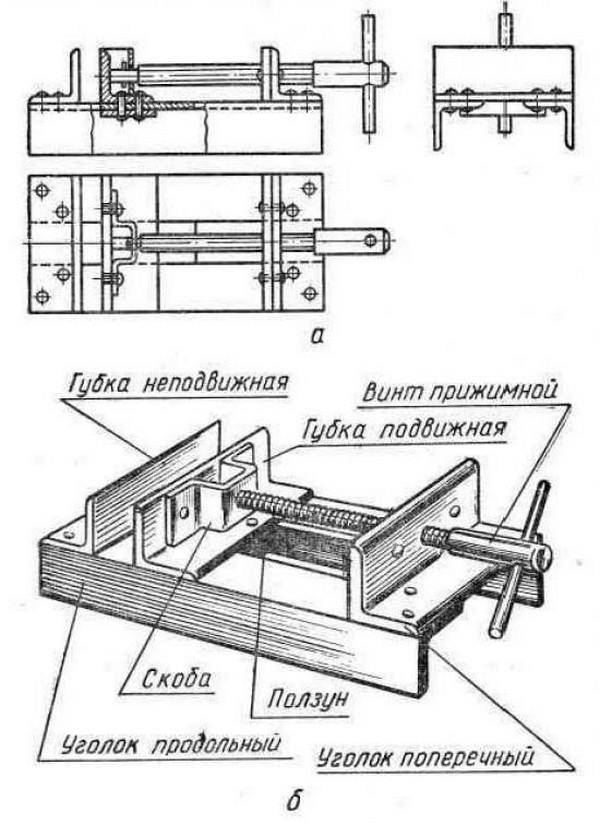
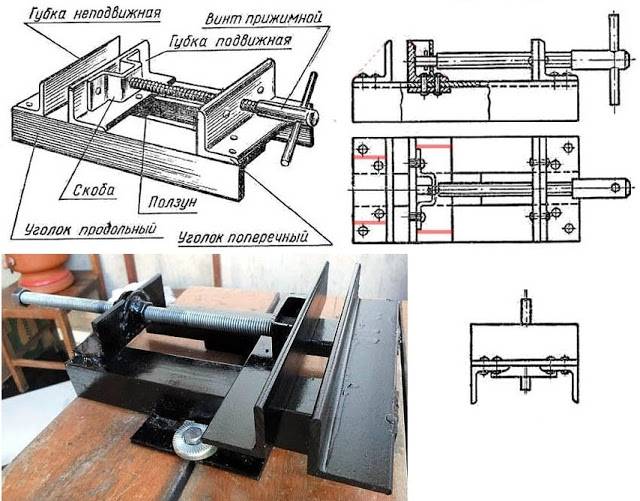
Если нужно изготовить самодельные тиски для сверлильного станка своими руками, то следует выполнить разметку деталей, после чего вырезать три одинаковых бруса. Станину готовят из толстой доски либо же из трех листов фанеры. На двух неподвижных брусках сверлят по два вертикальных отверстия, на третьем – отверстие под шпильку, выполняющую роль зажимного механизма. Далее монтируют гайку в брус.
К концу шпильки приваривают маленький пятачок с четырьмя отверстиями для фиксации. Далее прикручивают шпильку к неподвижной губке, а ее конец – к подвижной. Саму же готовую конструкцию крепят на верстак.
Верстачные тиски своими руками в домашних условиях: видео, фото, схема
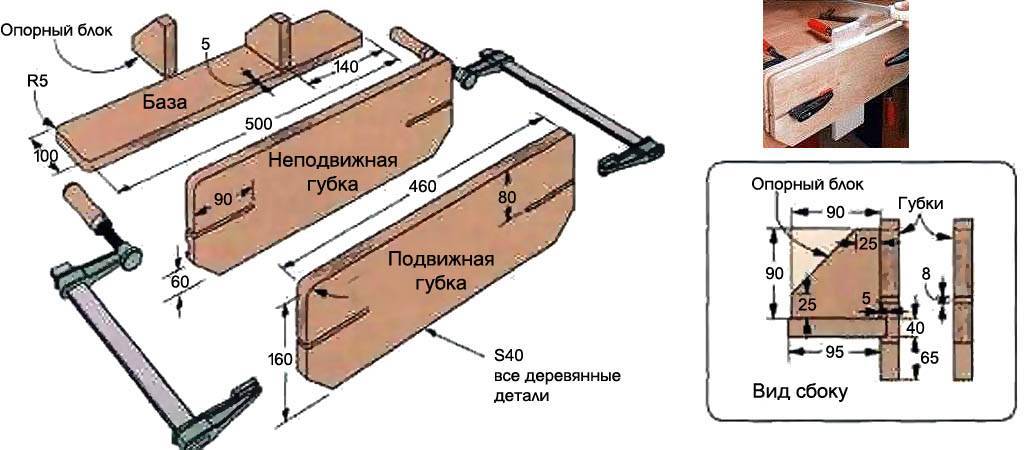
Подвидом столярных тисков, которые можно легко изготовить из дерева, являются тиски Моксона, или верстачные тиски, которые позволяют осуществлять фиксацию больших и габаритных досок, фанеры и панелей. При этом они не требуют обширной площади в мастерской, производят их из дерева. Для изготовления деревянных тисков своими руками потребуются:
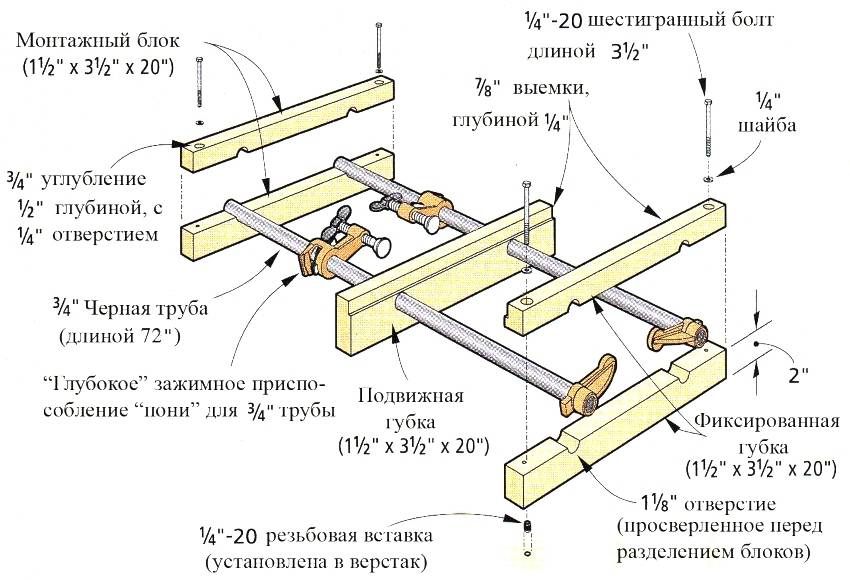
С помощью схемы верстачные тиски можно изготовить своими руками в домашних условиях
- шпильки – 2 штуки;
- гайки – 4 штуки;
- доски – 3 штуки.
Последовательность работы:
- Доски вырезают необходимого размера.
- В неподвижной и подвижной частях сверлят по два отверстия.
- На неподвижной детали в подготовленные отверстия вставляют гайки, которые предварительно смазывают клеем с двух сторон.
- На краю шпильки приваривают вороток (с целью удобства) либо же приделывают ручку из дерева.
- Станину для неподвижной части тисков из дерева своими руками можно изготовить в виде ступеньки.
- Готовое изделие крепят к верстаку или к специальному столу. Для фиксации можно использовать как болты, так и саморезы.
Важным моментом в изготовлении деревянных тисков является то, что отверстия в неподвижной части должны быть меньшего размера, чем гайки, что предотвратит холостое прокручивание гайки в отверстии.
Слесарные тиски своими руками — часть 1
Если зайти в магазин и посмотреть на стоимость слесарных тисков с шириной губок от 120мм, то становится как то грустно… Посмотрев на металл, который у меня имеется в наличии на даче я решил потратить денек на самостоятельное изготовление слесарных тисков.
Материал который я присмотрел для изготовления тисков:
— лист железа для основы тисков толщиной 4мм — профильная квадратная труба 50мм с толщиной стенки 4мм — уголок 60мм с толщиной стенки 5мм — уголок 75мм с толщиной стенки 8мм — полоса толщиной 10мм — шпилька резьбовая 20мм — длинная гайка 20мм
Пластина под основание тисков у меня была размером 200х160мм. Я решил отрезать такую же и насверлив в одной из пластин равномерно отверстий диаметром 8мм точечными сварками скрепил эти две пластины между собой.
Места сварки зачистил:

По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20мм — на толщину шпильки.
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку — кусочек полосы толщиной 10мм к которой и приварил эту гайку.

Гайку на проставке установил по центру начерченной линии и вкрутив в нее шпильку выровнял по центру.

После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60мм с толщиной стенки 5мм и длиной 200мм. Поставил их чтобы посмотреть как это будет выглядеть:

Вот общий вид деталей для слесарных тисков:

В профильной трубе 50х50мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой. С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.
Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию. Между этими уголками положил пластину шириной 50мм и толщиной 10мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку. В качестве проставки использовал пару полотен для ножовки по металлу.
После этого пластину приварил по всей длине. Получился своеобразный короб:
Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри. Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:

В качестве основания под губки тисков использовал более толстый уголок 75мм и толщиной стенки 8мм. Ширина будущих губок будет 150мм. Установив уголки на будущие места крепления я обрезал их немного на скос.

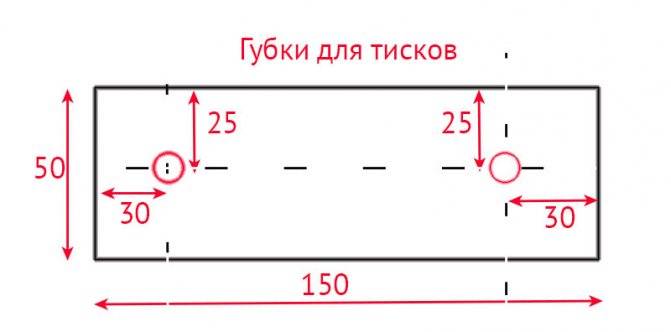
В качестве самих губок будет использоваться отрезок из полосы толщиной 10мм. Губки будут иметь размер: 150х50х10мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами-«собаками» и просверлил насквозь отверстия 4,2мм. Затем в уголках я нарезал резьбу 5мм, а в губках рассверлил отверстия сверлом 5,1мм и сделал зенковку под потай.
В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5мм.

Отверстия для крепления губок к уголкам делал по центру губок — по 25мм от вертикальной линии и по 30мм от краев.
С торца профильной трубы, где в будущем будет крепиться вороток к шпильке я, изначально, планировал приварить квадратную площадку. Затем решил по краям трубы приварить по отрезку уголка в которых затем нарежу резьбу и площадку эту не приварю, а прикручу винтами. Это позволит мне в дальнейшем при необходимости разобрать тиски.

Поставив уголок с будущими губками на эту часть, я сделал скосы уголка относительно выступающим приваренным уголкам.

В дальнейшем для усиления губок с внутренней стороны уголков будут приварены раскосы и все это заварено пластиной толщиной 4мм.

Для усиления верхней части тисков, там где имеется место для наковальни, я положил еще одну пластину толщиной 8мм (как у уголка губок) и шириной равной общей ширине короба. Таким образом если в дальнейшем придется использовать наковальню по прямому назначению, то вся нагрузка будет производиться на вертикальные ребра боковых уголков.
Приварив усиливающие раскосы я закрыл уголки губок пластиной толщиной 4мм и зачистил все болгаркой, а затем наждачным кругом с зерном 40.
Да, по сварке… Варил я аппаратом Форсаж-161 Электрод — МР-3С 3мм Ток сварки — около 110А.
При обваривании уголков пластиной 4мм я использовал те же электроды, только на токе около 80А.
Затем я это дело все обезжирил и покрыл из баллончика грунтовкой с краской:
В сборе на данный момент это выглядит так:
Во второй части по самостоятельному изготовлению слесарных тисков: — установка губок с нарезкой от скольжения — установка торцевой заглушки с винтом и воротом — крепежные отверстия в подошве тисков
Наковальня — верная напарница горна
Поэтому и располагаться она должна близко от него. Самой лучшей является двурогая ее разновидность. Горизонтальная площадка называется «лицом», поэтому его нужно беречь от всяких изъянов — только идеально отшлифованная поверхность гарантирует качество работы.
С одной стороны у наковальни расположен рог в виде конуса, здесь сваривают и раскатывают кольца. Недалеко от основания конуса находится круглое отверстие (15 мм), с помощью которого придается круглая форма изделиям. С противоположной стороны, где расположен «подбородок» нашего лица, гнут замкнутые прямоугольные детали. Тут тоже присутствует отверстие, но квадратное, его размеры — 30х30 мм.

Внизу у наковальни присутствуют 4 лапы, которые предназначены для ее крепления к основанию. Делается это скобами. Нужен этому инструменту и особый стул, изготовленный из дуба или березы, диаметр его должен быть порядка 600 мм. Для того, чтобы сделать подобие фундамента для наковальни, чурбак нужно углубить в землю на 50 мм, еще глубже — лучше. Это позволит избежать вибрации инструмента.
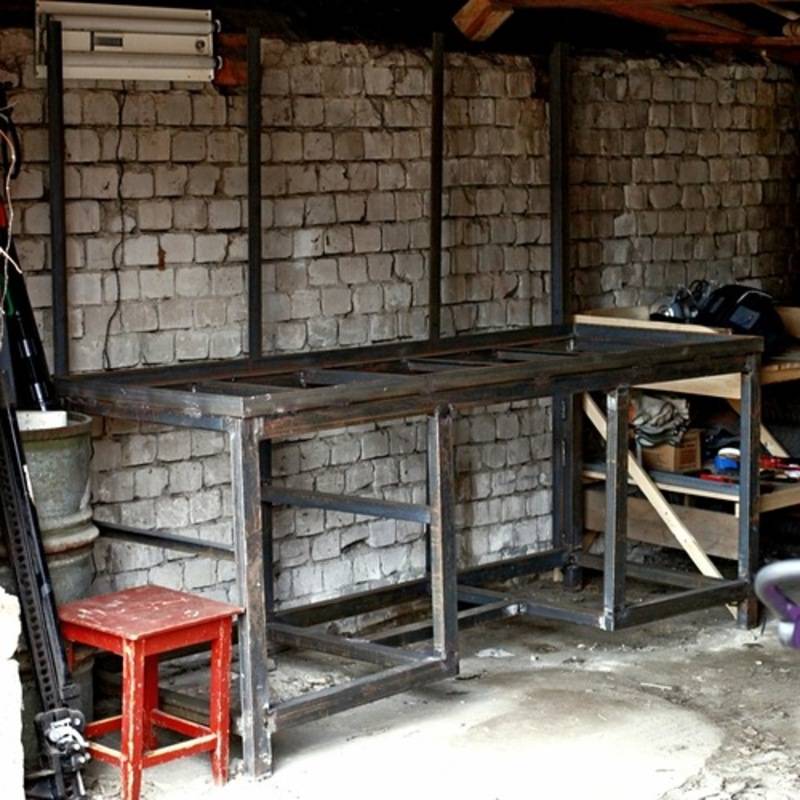
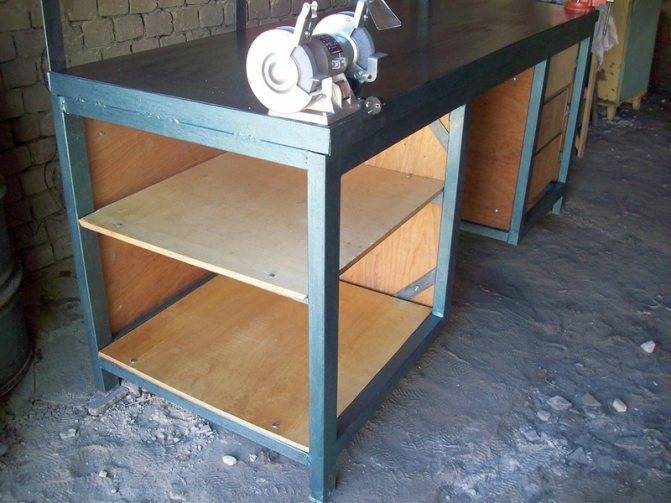
Конструкция из металла
Этот вариант изготавливается из квадратной трубы и уголка. Каркас изготавливается из квадратной трубы, а уголок придаст конструкции необходимую жесткость и используется для окантовки.
Инструменты для изготовления верстака:
- Сварочный аппарат.
- Болгарка с заточными разрезными дисками.
- Угольники.
- Рулетка.
- Фанера, уголок и квадратные трубы.
- Шурупы и направляющие для ящиков.
- Саморезы по металлу и анкера.
- Краска по дереву и по металлу.
- Стальной лист.

Теперь можно приступить к изготовлению каркаса из уголков для столешницы. Уголки необходимо распилить на две части, длиной 2000 мм. Также понадобятся два уголка по 750 мм. Все это необходимо сварить так, чтобы в пазы уголка легли доски под столешницу.
Для того чтобы сварить обрешетку для инструмента, понадобится два уголка 2000 мм и 4 уголка по 950 мм. Для усиления каркаса следует закрепить уголки длиной 950 мм в середине и два по бокам. Панель можно приварить к столешнице следующим образом:

Следующим этапом будет усиление конструкции при помощи уголков. Это необходимо выполнить так, как показано на рисунке:

Пришло время для изготовления ящиков из фанеры. Сам процесс простой: фанеру следует нарезать лобзиком на заготовки, а затем скрутить саморезами. Ящики можно расположить с обеих сторон стола, а количество их может быть от двух до трех. К ящикам необходимо прикрепить направляющие, но перед этим с каждого бока следует прикрепить две планки из металла, к которым будут крепиться направляющие.

После того как все комплектующие готовы, можно перейти к укладке досок на верстак. Доска должна быть не тоньше 50 мм и длиной 2190 мм. Если же в хозяйстве длинных досок не найти, то можно обойтись коротышами по 74 см. Перед укладкой следует обработать доски «антикороедом» для продления их срока службы. Конструкцию из металла необходимо прогрунтовать и покрасить. Сверху на доски нужно закрепить стальной лист.

Последний этап — заземление верстака во избежание поражения электрическим током. Сразу можно закрепить на столешницу тиски, точильный станок и различные устройства. По желанию допускается провести кабели для розеток и дополнительного освещения, что сделает работу еще более комфортной.
Как показала практика, изготовление слесарного верстака — довольно кропотливая задача, несущая за собой финансовые затраты, но от работы на таком столе мастер получит только положительные эмоции. Работать станет намного легче благодаря тому, что все инструменты будут под рукой.
Чего ждать от самодельщины
Описанное приспособление, конечно, временное – все его детали довольно быстро размочаливаются, даже если дерево жмет дерево. Поэтому займемся вначале вопросом: какие самодельные тиски стоит изготавливать?
Зажимных приспособлений самого разного рода в технике используется неисчислимое множество; патенты на них насчитываются тысячами и десятками тысяч. Самостоятельно имеет смысл делать тиски, во-первых, наиболее употребительные. Во-вторых, не требующие для изготовления специальных материалов, производственного оборудования и сложных технологий.
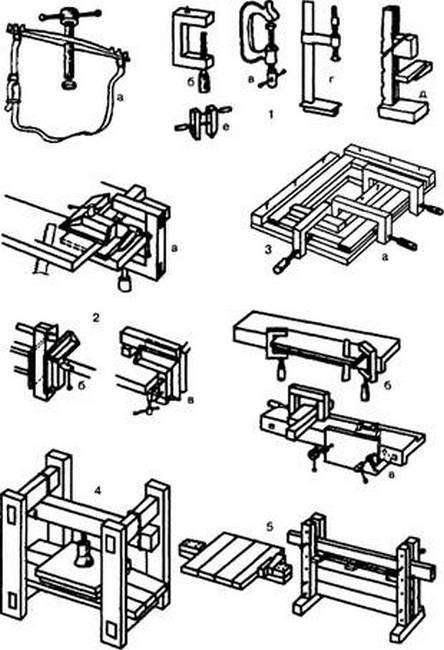
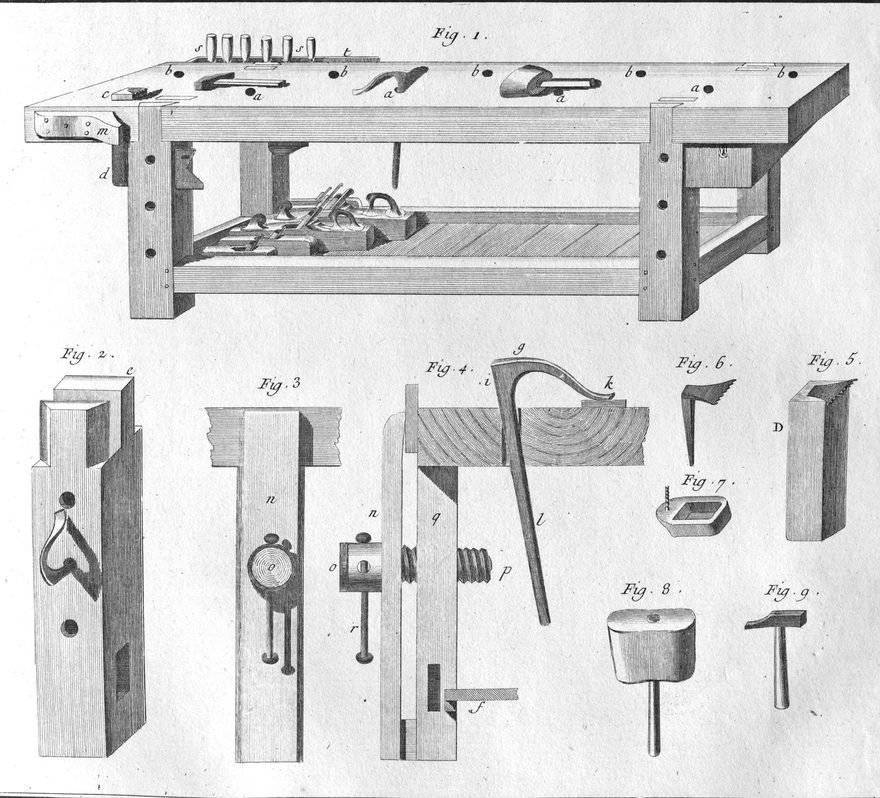
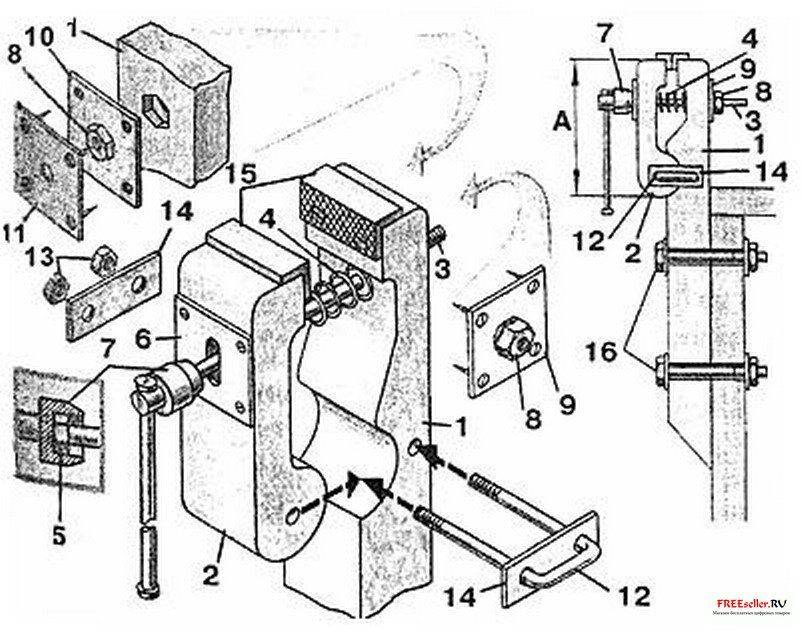
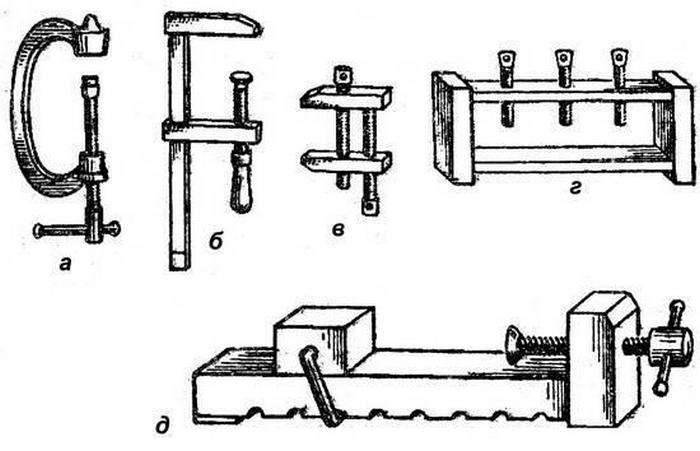
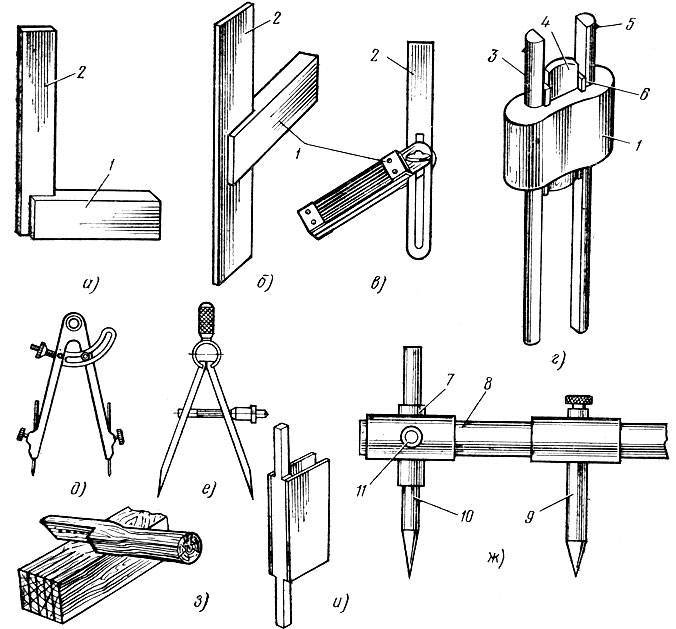
Обычные слесарные тиски (поз. 1 на рис.) придется делать неповоротными. В противном случае придется искать либо готовую пару шейка-юбка (см. далее), которую к тому же может увести при сборке сваркой, либо возможности воспользоваться шейпинговым станком (попросту – шейпингом). Которых на ходу осталось очень мало, трудо- и энергоемкую шейпинговую обработку все более вытесняют точные литье, штамповка и роботы.

Разновидности тисков
Переставные (мобильные) мини-тиски, поз. 2, вроде бы проще, но для их изготовления необходимы особо качественные и, соотв., трудно обрабатываемые материалы. Дело в том, что усилие прижима ручных тисков определяется мускульной силой работника. А поперечное сечение деталей тисков с уменьшением их размеров падает по квадратичному закону, т.е. быстро. Лапы чаще всего обламываются как раз у мини-тисков. Однако расширить их функциональные возможности своими силами как раз несложно, см. далее.
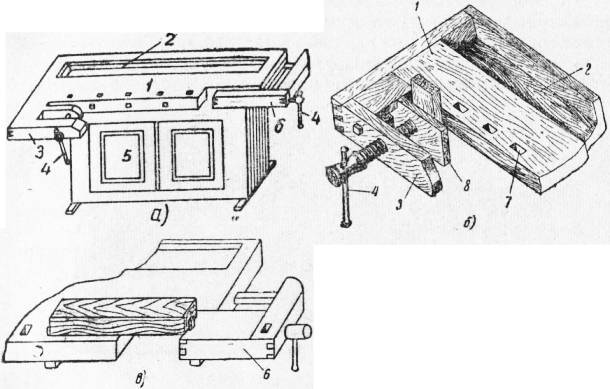
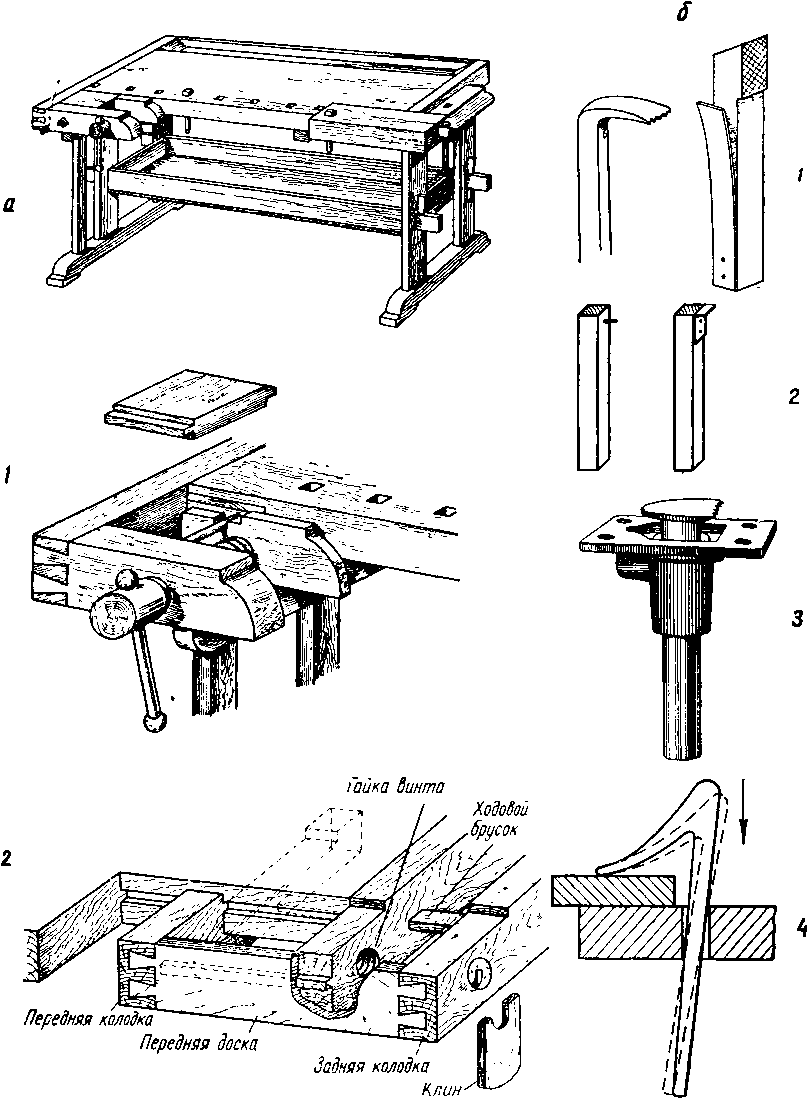
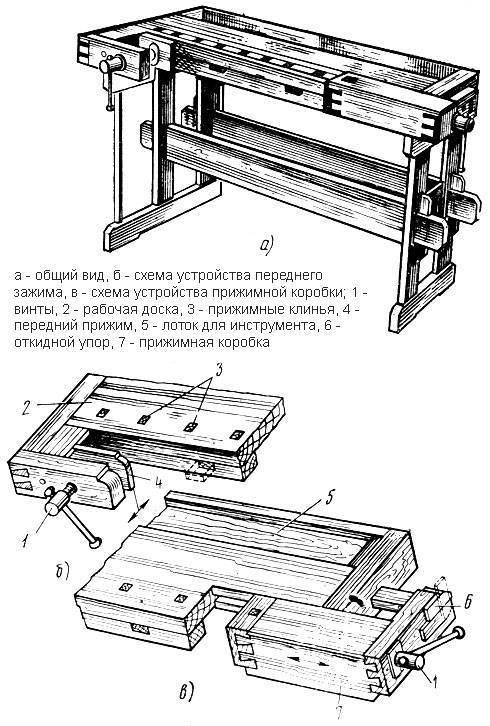
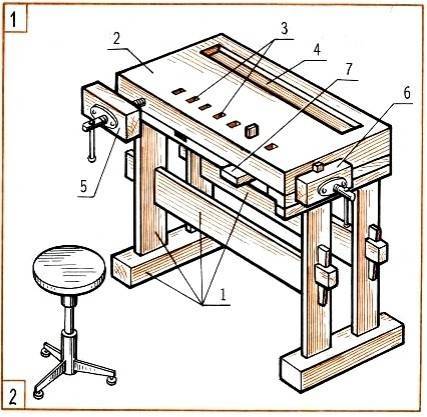
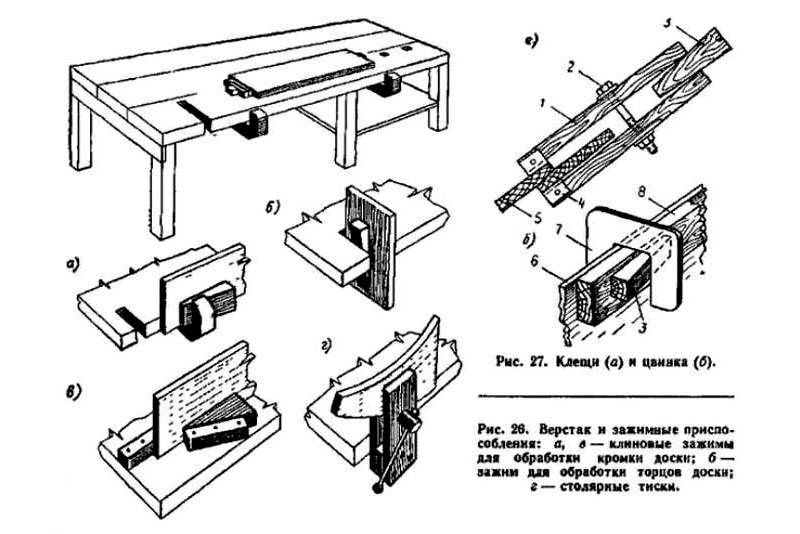
Обычные столярные тиски, поз. 3, входят в состав столярного верстака и без него неработоспособны. Но далее мы рассмотрим, как изготовить тиски Моксона для работы по дереву, превращающие любой рабочий стол (в т.ч. хоть письменный) в практически полноценный столярный верстак.
Вот что действительно стоит сделать самостоятельно домашнему мастеру, так это однокоординатные станочные тиски (простой неповоротный стол) к сверлильному станку, поз. 4. Они же могут использоваться самостоятельно (отдельно от станка) для самых разнообразных работ. Материал для станочных станков годится обычный имеющийся в широкой продаже; работы по изготовлению станочных тисков, не уступающих фирменным, требуется буквально всего ничего.
Ювелирные тиски ручные (поз. 5) и настольные (поз. 6) – удобнейшие штуки для мелких точных работ. Но увы – для их изготовления нужны спецматериалы и оборудование, которое есть на всяком машиностроительном заводе общего профиля. В домашних условиях можно сделать неплохие заменители тисков-«лягушек», поз. 7, которые, кстати, часто входят в комплект настольных ювелирных тисков, поз. 8.
А вот с угловыми тисками (поз. 9) для зажима деталей, соединяемых под углом, дело, как говорится, глухо. Сделать их подобие своими руками возможно (поз. 10), но, во-первых, оказывается, что обеспечить зажим уже под фиксированным углом точно 90 градусов очень сложно, а если удалось, то угол потом быстро «плывет». О самодельных угловых тисках с регулируемым углом зажима и говорить не стоит. То же касается 2-3 координатных ручных станочных тисков (поз. 11-14) и, напр., приспособлений для вязания рыболовных мушек (поз. 15), которые уже не тиски, а узко специализированный станок.
Конструктивные особенности
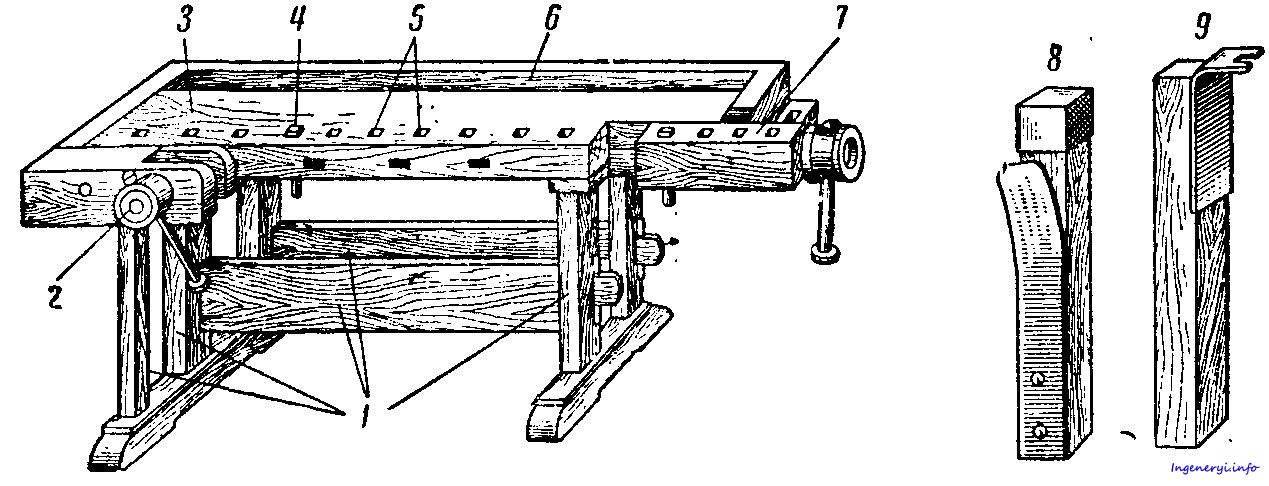
Крупногабаритные столярные тиски обладают рядом достоинств перед аналогами других видов. Они подходят для установки как на верстак, так и различные другие опорные стойки. Их легко установить и демонтировать после завершения работы.

Любая модель тисков имеет такие конструктивные элементы:
- опорная площадка;
- передвижная губка, фиксирующая заготовки;
- кулисы для смещения положения заготовки во время работы;
- ходовой винт;
- вороток для вращения винта.
Чтобы сделать качественные и удобные в работе тиски своими руками, чертежи с размерами должны быть максимально подробными. Можно использовать готовые чертежи от опытных мастеров или спроектировать собственные под свои потребности.
Главное, чтобы все элементы были идеально выверены. В противном случае тиски не будут выполнять свои функции, что негативно скажется на результате работы.
У тисков для верстака присутствует пружина, позволяющая обрабатывать заготовки очень больших размеров. За фиксацию пружины отвечает ходовой винт. Пружина должна иметь достаточно большое усилие. Найти такую деталь можно на барахолках и базах приёма металла.
Завершающие работы

Когда рама готова, сверху можно наварить уголок для столешницы слесарного верстка. Доска вырезается по полученным размерам и укладывается в пазы. Перед этим ее необходимо обработать антисептиком и антипиренами, чтобы она не возгорелась во время работы на верстаке. Особенно это касается тех случаев, когда на слесарном верстаке производится сварка двух деталей или работа инструментом, от которого летят искры. После укладки доски на верстаке можно разместить металлический лист, как видно на фото. К высоким вертикальным стойкам прикручиваются листы фанеры, в которых сверлятся отверстия для инструмента.
Чтобы инструмент не высыпался по бокам, необходимо зашить стенки, используя фанеру или другой подходящий материал. В тумбочке слева сооружаются держатели для перегородок, которые будут выступать полочками. Справа в верстаке по чертежу планируются ящики, которые можно собрать из доски, которая укладывалась под столешницу верстака.

Металл подвергается коррозионному воздействию от влаги, поэтому поверхность необходимо защитить краской. Перед покраской необходимо зачистить каркас слесарного верстака шлифовальной машинкой и обезжирить. После этого наносится слой грунтовки. После полного высыхания каркас верстака покрывается финишным слоем эмали. Это должна быть краска, которая устойчива к воздействию температур, а также механических воздействий.

Обычно на слесарном верстаке располагаются тиски и небольшая наковальня. Под них можно предусмотреть дополнительное основание. Монтируются такие модули на слесарный верстак слева, чтобы к ним был удобный доступ, и они не мешали при выполнении основной работы. Еще одним важным устройством для слесарного верстака является освещение. Оно должно быть установлено сверху таким образом, чтобы его не перекрывала голова и руки мастера. В качестве источников света для слесарного верстака можно использовать светодиодные прожекторы. Несколько из них устанавливаются стационарно и несколько должны перемещаться по плоскости верстака. В таком случае можно будет подобрать наилучший угол освещения.

Перед тем как приступить к работам на новом слесарном верстаке, его необходимо максимальной нагрузить, чтобы обеспечить устойчивость, как об этом говорилось выше. Некоторые хозяева дополнительно фиксируют опорные ноги к бетонному основанию посредством анкерных болтов. Видео со сборкой другого варианта слесарного стола есть ниже.
Разновидности тисков: какие выбрать приспособления для разных работ
Существует несколько типов тисков, которые классифицируют по различным параметрам. Один из главных распознавательных элементов – это тип зажимного механизма. Исходя из этого фактора, различают следующие разновидности тисков:
- винтовые;
- клинообразные;
- с установленной диафрагмой;
- эксцентричные;
- с пневматическим устройством.
В зависимости от предназначения тиски подразделяют на такие виды:
- столярные;
- слесарные;
- станочные;
- ручные.
С учетом используемого материала данные приспособления также делятся на виды. Столярные тиски для верстака чаще всего изготавливают из дерева, а слесарные – из металла.
Тиски бывают клинообразные, винтовые, эксцентричные и с пневматическим устройством
Слесарные тиски – это самый распространенный вид рассматриваемого инструмента. Данные приспособления имеют свои подвиды, они различаются размерами, а точнее – шириной губок. Этот показатель может варьироваться от 63 до 200 мм. Маленькие тиски используют в основном для домашних целей. Их крепят при помощи нижнего винта-струбцины на маленьком станке, но чаще – на столике или обычной табуретке. Более габаритные тиски устанавливают в промышленных цехах и больших мастерских с целью обработки крупных деталей.
Тиски слесарные: цена, особенности и разновидности
Тиски для слесарных работ – необходимая деталь в любом промышленном цеху. Такое оборудование обязательно присутствует в мастерской опытного, уважающего себя мастера. При этом в зависимости от формы, вида крепления и обрабатываемого материала их подразделяют на несколько видов.
Трубные тиски используют для крепления труб либо же цилиндрических деталей.
Главное преимущество поворотных тисков заключается в возможности фиксации детали в необходимой плоскости и под нужным углом для организации рабочего процесса. С их помощью можно осуществлять обработку наиболее труднодоступных деталей и их участков. В то же время на обычных тисках такое сделать практически невозможно. Как и все установки этого типа, поворотные изделия могут быть стационарными – это верстачные столярные тиски, которые крепят на столы-верстаки. Другой подтип – тиски со встроенной струбциной для крепления к столу.
Тиски для слесарных работ являются необходимым инструментом не только в промышленном цеху, но и в домашней мастерской
Гидравлические тиски предназначены для обеспечения более надёжной фиксации особо крупных деталей. Зажим в них осуществляется под давлением сжатого воздуха. В основном такие инструменты устанавливают на крупных промышленных предприятиях. Цена столярных тисков данного типа высокая, а устройство довольно сложное, поэтому инструмент не предназначен для домашних мастерских.
Самоцентрирующиеся тиски необходимы на высокоточных производствах, то есть там, где требуется точная фиксация детали в определенном положении. Обычно строение тисков такого типа предполагает наличие подшипниковой основы.
Особенности и разновидности столярных тисков
Столярные тиски используют для обработки деталей из древесины. Такой вид работ специфический, поэтому предполагает особую конструкцию самого инструмента, отличную от устройства слесарных тисков. Наиболее часто столярные тиски изготавливают из цельной древесины, а фиксацию деталей производят при помощи деревянных губок для тисков. В связи с этим они должны быть шире, чем у слесарных тисков, кроме того, предполагают значительно большую площадь зажима.
Столярные тиски наиболее часто имеют одну основу, но с двумя направляющими. С их помощью происходит удерживание подвижной губки, что позволяет не допускать перекосов. При этом направляющие могут быть неотъемлемой частью верстака либо же сниматься при необходимости.
Столярные тиски предназначены для обработки деревянных и пластиковых заготовок
Столярные тиски также классифицируют исходя из технологии, применяемой в процессе активизации винта. По этому признаку они могут быть ручными или пневматическими. Если же в классификации учитываются особенности конструкции, то тиски подразделяются на поворотные и неповоротные.
Как уже упоминалось выше, столярные модели служат для обработки деревянных и пластиковых заготовок. Поэтому на губках вмонтированы детали из дерева, что помогает избежать следов от зажима. При фронтальном креплении устройства появляется шанс работать вертикально с фиксированными деталями.
Использование старых механизмов и подручного металлолома
Качественный новый швеллер, уголок, пластины – не единственный подходящий материал для того, чтобы самому сделать тиски.
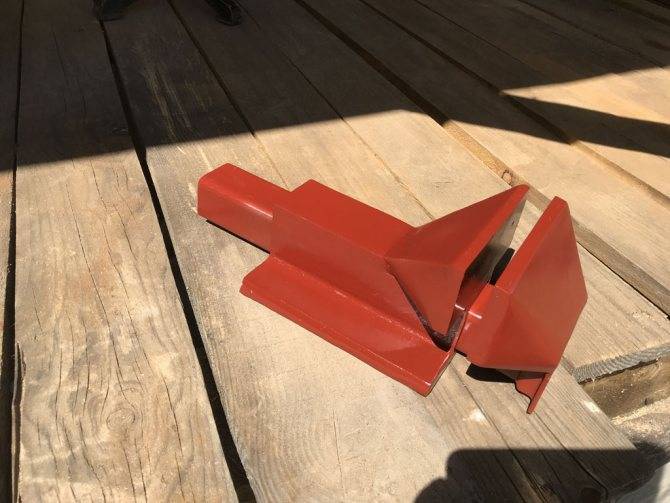
В качестве базового механизма подойдет старый домкрат. Для удобства работы выполняется опорная пластина (или трубы с прямоугольным профилем, как показано на иллюстрации) и привариваются зажимные губки – также из трубы или швеллера, уголка. Тиски из домкрата своими руками не менее удобны, чем промышленные.
Еще один бюджетный вариант – тиски из рельсы. Учитывая нагрузочную способность этого металлопроката, модель получается очень мощная. Ее можно также использовать как наковальню, главное – надежно закрепить изделие на верстаке.
Для тех, кто работает преимущественно с деревом, удачным решением станут деревянные тиски, своими руками их изготовить проще и быстрее – не нужна сварка, отпилить детали можно вручную. Главное в этой модели – подобрать подходящие резьбовые элементы.

Представленный на фото вариант рассчитан на крепление к верстаку на постоянной основе. Чтобы сделать быстросъемный вариант, лучше базовую деталь выполнить с пластиной, которая крепится к верстаку болтами.
Для фрезеровки и резьбы удобны модели с двусторонним зажимом – такая конструкция позволяет отцентровать обрабатываемую деталь и/или перемещать ее в процессе работы, не снимая с тисков.
Если усилие зажима требуется не очень большое, а менять положение деталей или сами детали в губках требуется часто, можно поискать кулачковый механизм и сделать быстрозажимные тиски. В этом варианте винтовой зажим заменен небольшим кулачком, ослабить или усилить прижим можно небольшим поворотом рычага.

Как сделать тиски слесарные своими руками
После ориентировочного выбора типа изделия определяемся с чертежом (эскизом, схемой).
Важно: конечные размеры столярных тисков своими руками могут отличаться от запланированных. Это связано с тем, какие именно материалы будут выбраны для конструкции и насколько мастер умеет учитывать величину зазоров, сварных швов и прочих элементов.. Итак, необходимо выбрать материал (готовое изделие) для:
Итак, необходимо выбрать материал (готовое изделие) для:
- губок – подвижной и неподвижной. Обычно это уголок, швеллер, реже рельса или полоса;
- основания – полоса, труба прямоугольного сечения, швеллер, массивная деталь (литая или штампованная);
- направляющей подвижной губки. Чаще всего повторяет форму и материал самой губки, монтируется на краю основания;
- ходового винта. Применяют стержни с метрической, прямоугольной или трапециевидной резьбой. Соответственно подбирают ходовые гайки;
- крепления к столу. Подойдет винтовой зажим или пластина с отверстиями для прямого привинчивания к столу/верстаку.
Важно: чтобы точно центрировать , лучше подобрать направляющую и подвижную часть изделия в виде соосных деталей – например, двух труб, с небольшим зазором входящих друг в друга.
Если получится найти для изготовления тисков своими руками чертежи с размерами, лучше воспользоваться уже разработанным вариантом. Если нет – придется лично совмещать реальные детали обрезков труб/швеллера/уголка/пластин с желаемыми габаритами.
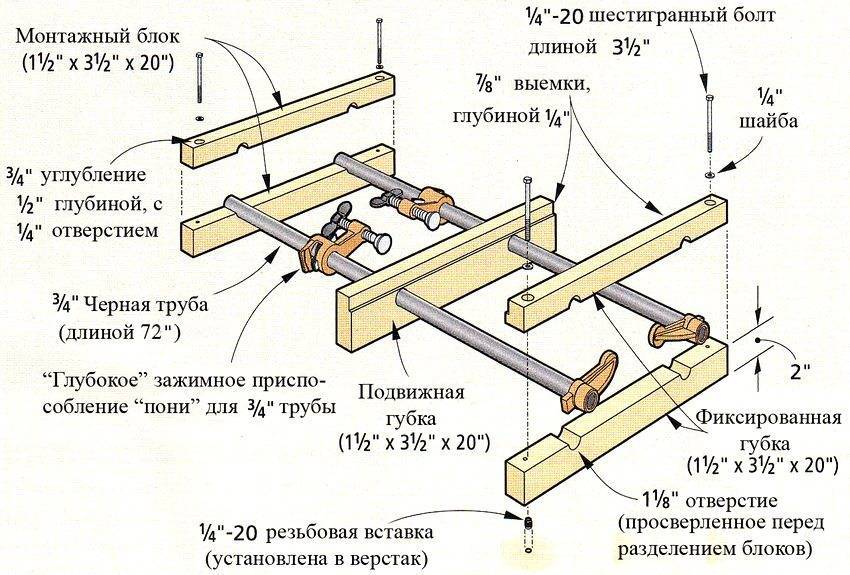
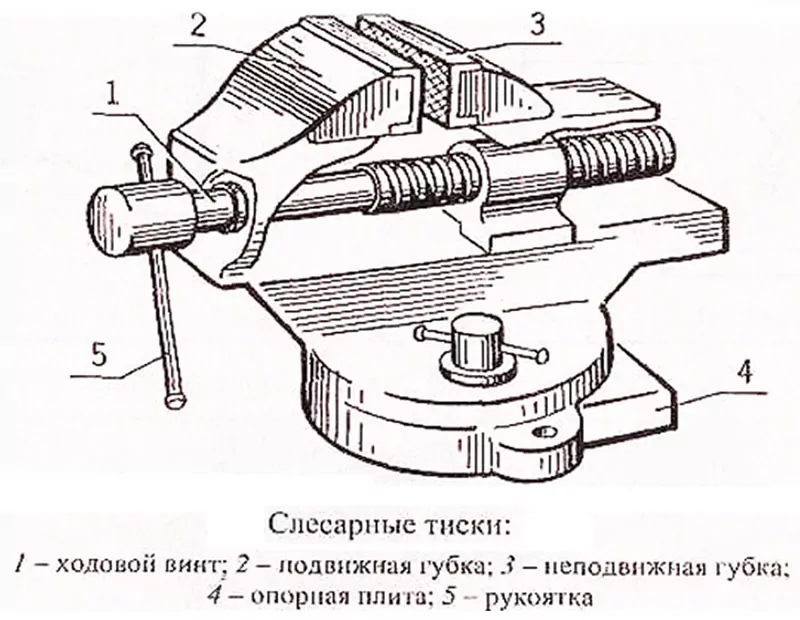
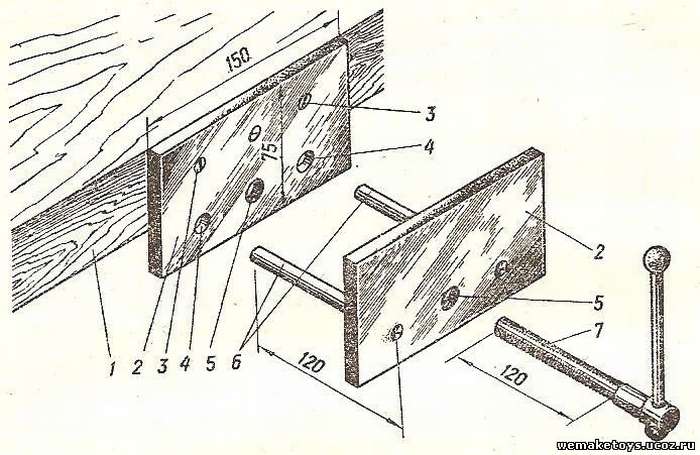
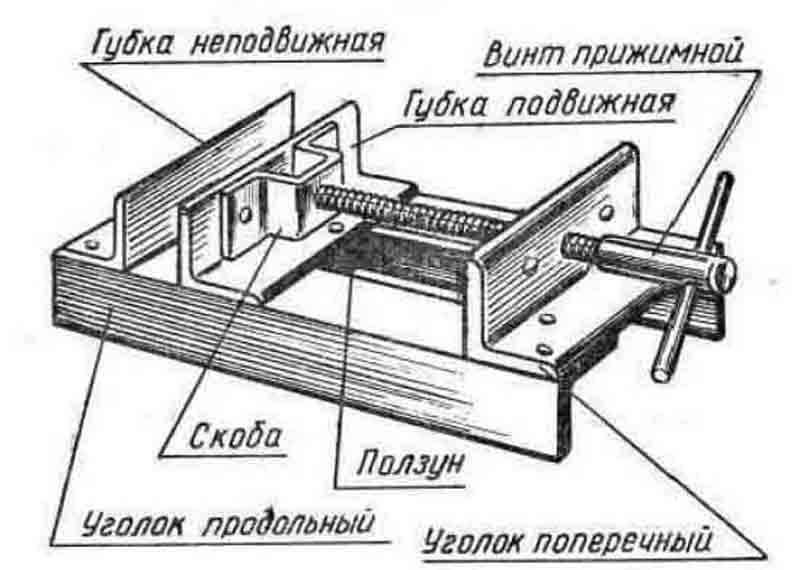
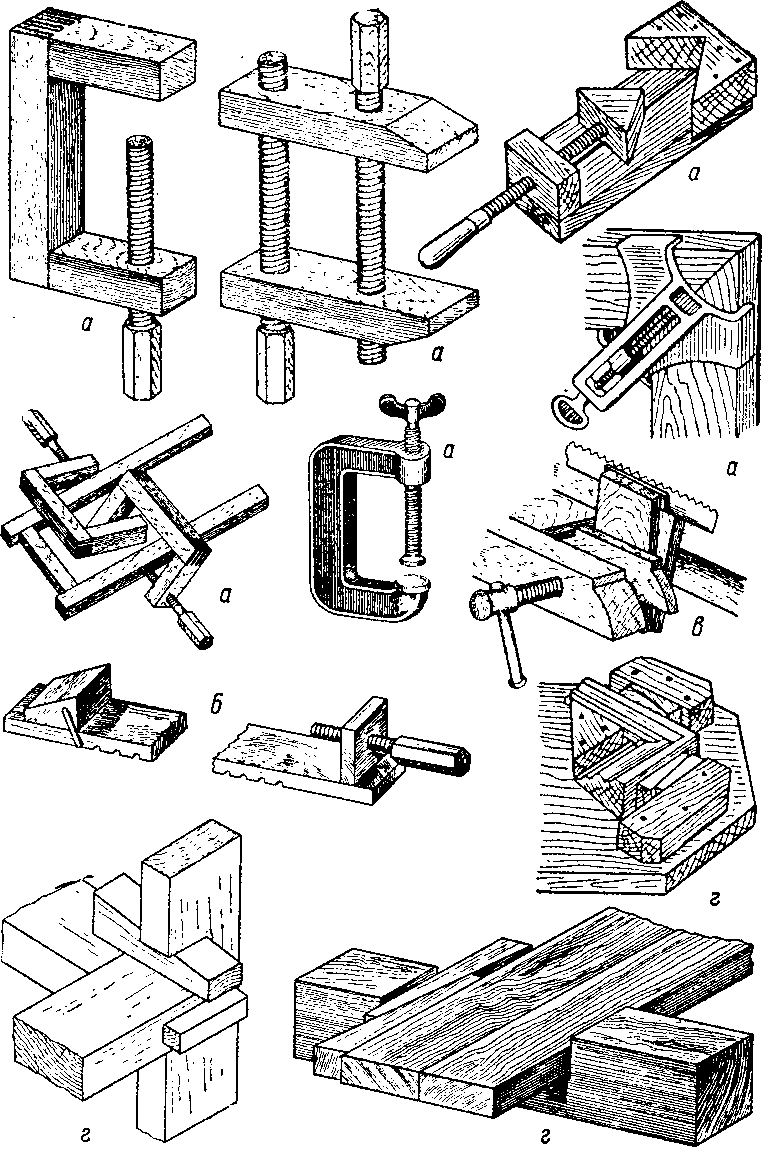

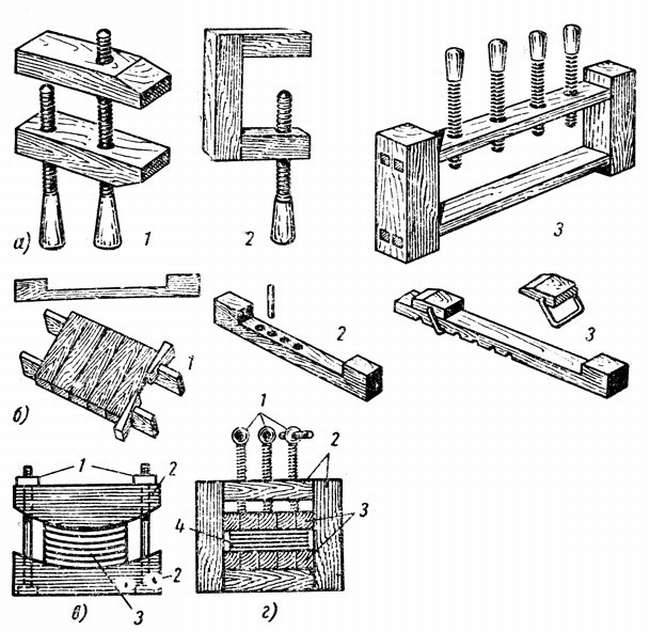
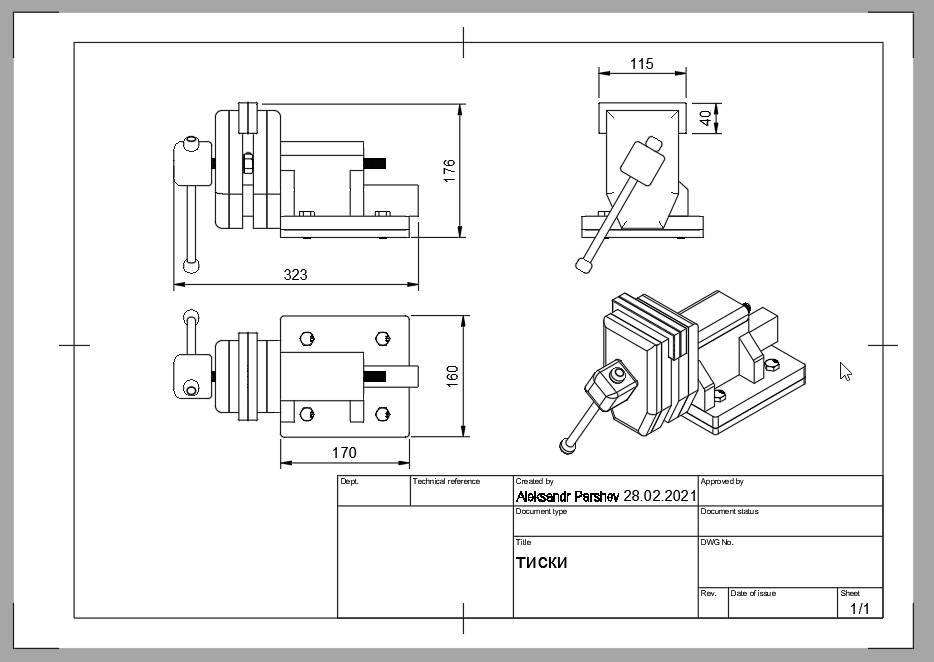
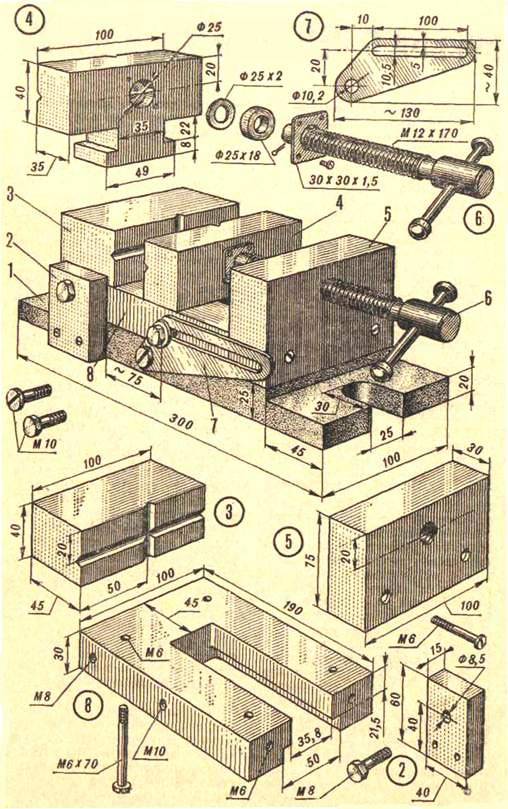
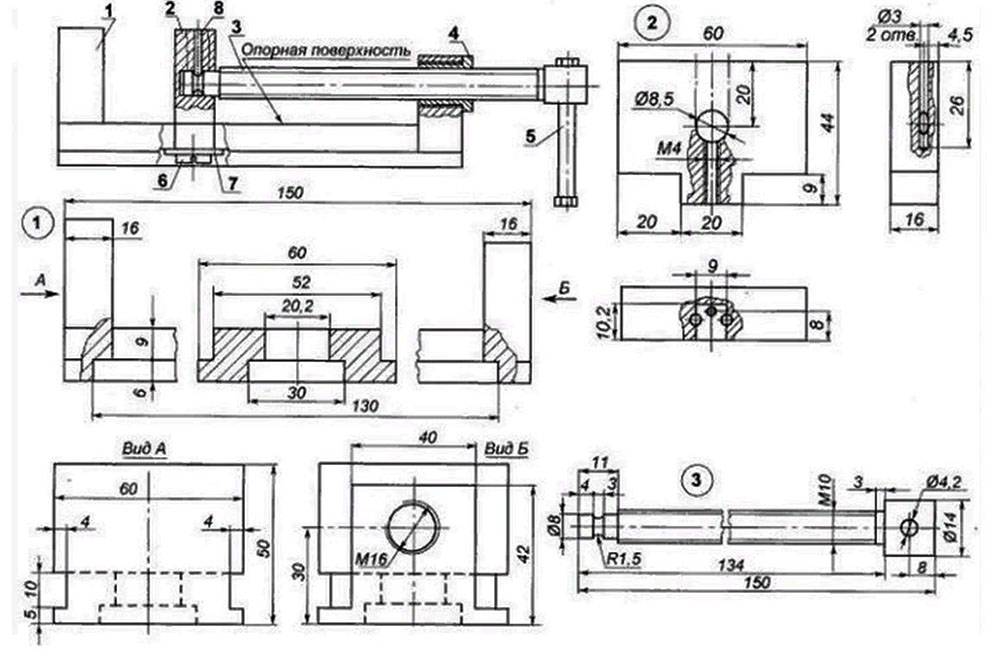
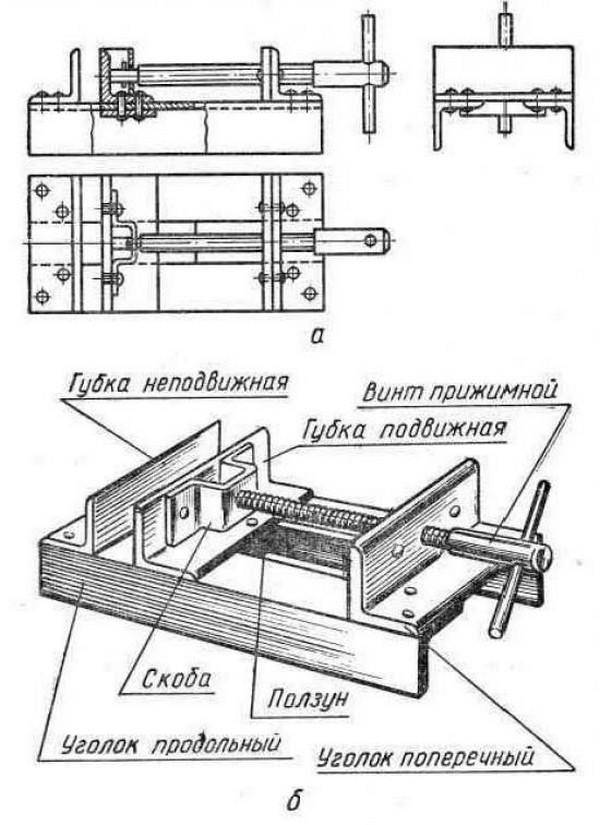
Схема станочных тисков, своими руками сделанных из труб и уголка, показана ниже.
Если подходящих труб нет, можно сделать самодельные тиски из швеллера. П-образная деталь будет подвижной, скрывая в себе ходовой винт и гайки, а прижимать ее к пластине-основанию будет либо швеллер большего размера (если удастся подобрать два профиля с относительно свободным прилеганием), либо сварная конструкция из уголков.
Пошаговые технологии изготовления деревянных тисков в домашних условиях
Конструкция для верстака
В домашних условиях тиски для верстака изготавливаются в следующей последовательности.
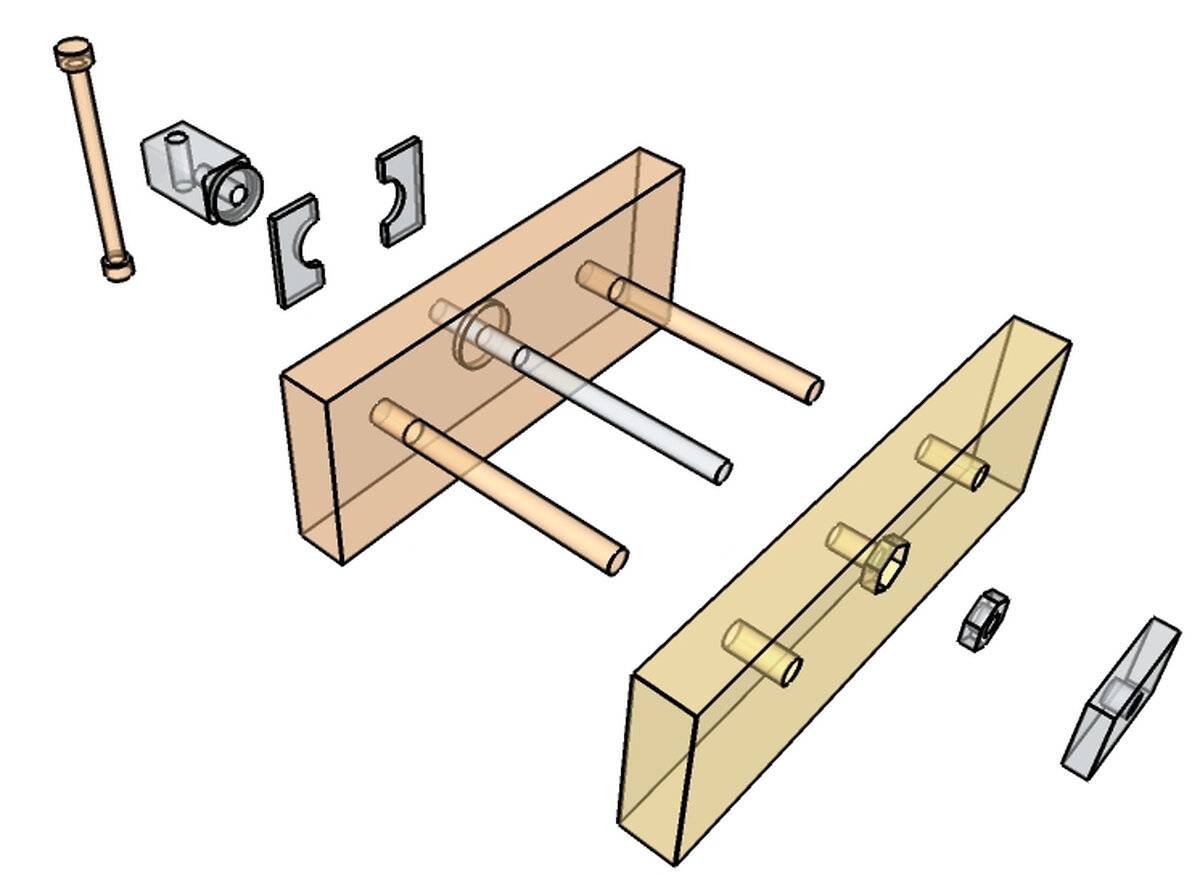
| Широкие параллельные тиски из дерева. Ширина губок составляет 600 мм. | |
| Торцевая часть облицована стальными пластинами толщиной 4 мм. | |
| Из березовой доски выпиливаются заготовки. Выбор березы объясняется тем, что эта древесина отличается высокой прочностью и твердостью. | |
| Поверхность досок необходимо довести до идеала. Используются шлифовальные инструменты. Финишная обработка ведется шкурками с зерном 120…180 единиц. | |
| К торцу приклеивается доска, которая будет служить в качестве неподвижной губки. | |
| Дополнительно доску крепят винтами М5 с шайбами диаметром 20 мм. | |
| Из березовых брусков 100х150х50 мм будут изготавливаться направляющие втулки для стержней. | |
| В них высверливают отверстия диаметром 20 мм. Сами стержни будут изготавливаться из трубок Ø 20. | |
| Ходовой винт М24 и направляющие стержни. Длина винта составляет 450 мм. | |
| Предварительная сборка направляющих узлов. |
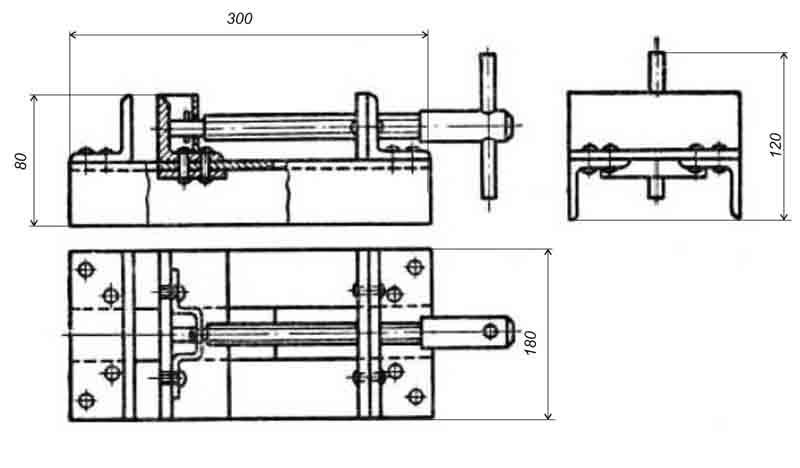
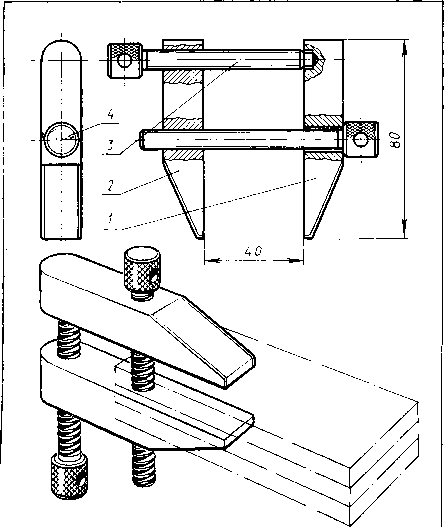
| Чтобы движение выполнялось строго по прямой линии, нужна длинная гайка. Но искать подобную можно долго. Проще поступить иначе. 1 — взять полосу длиной 180 мм (ширина 33 мм, толщина 5 мм); 2 — навернуть на винт две гайки; 3 — установить расстояние между гайками 140 мм; 4 — приварить гайки к полосе две гайки. Получится длинная опора, которая будет надежно перемещать подвижную часть тисков. | |
| При монтаже винт и направляющие располагаются под столом. На фото можно увидеть, как собирается конструкция подобных тисков. | |
| Подвижная губка опирается на металлическую опору. | |
| Чтобы происходило перемещение по винту, нужно приварить шайбу. Она не позволит смещаться подвижной части по винтовой поверхности. | |
| Маховичок вытачивается из древесного фрагмента. | |
| После токарной обработки получается довольно удобная рукоять. | |
| Внутрь маховичка запрессовывается гайка. | |
| Чтобы зафиксировать гайку, ее заливают эпоксидной смолой. | |
| Для фиксации габаритных деталей вытачиваются нагели диаметром 20 мм. Их можно устанавливать на губках, а также на столе. | |
| В маховичке сверлится отверстие Ø 16 мм. В него вставляется деревянный стержень. Так удобнее вращать и фиксировать детали. | |
| Готовая конструкция деревянных тисков. На столе видны несколько рядов отверстий под нагели. Переставляя ответные упоры, можно фиксировать заготовки довольно большой ширины. |
Изготовление деревянных тисков, устанавливаемых на столе
Другая конструкция используется в столярном производстве. Этот вид крепежа устанавливается на столе. Их дополнительно можно укрепить с помощью струбцин.
| Используется массив дуба. Его необходимо просушить в специальном режиме, предусматривающем не только сушку. Режимы чередуются увлажнением. Тогда исключается появление трещин. В данном конструкции верхняя часть губок небольшой ширины (всего 60 мм). | |
| Брусок размещается на столе, а потом размечают. | |
| Брусок строгается. | |
| Выпиливаются отдельные детали. Наилучшим считается крепление в виде ласточкиного хвоста. | |
| Неподвижная часть вытачивается отдельно. | |
| На токарном станке вытачивается рабочий винт. | |
| Нарезается прямоугольная резьба. | |
| На торце сверлится отверстие, куда вставляется стержень. С его помощью вращается винт. | |
| Из полосы толщиной 6 мм вырезается опорная пластина. | |
| Отверстия большого диаметра сверлят, закрепив деталь в четырехкулачковом патроне токарного станка. |
| Готовая пластина с отверстием Ø 20 мм. | |
| Выполнение дополнительных пропилов. | |
| Готовое изделие используется для фиксации заготовок при изготовлении небольших скульптур из древесины мягких пород. |
Простые деревянные тиски
| Используются бруски из яблони. | |
| Основание – это доска толщиной 30 мм, шириной 100 и длиной 200 мм. | |
| Дополнительно напилены еще три элемента. Они будут выполнять функцию губок и промежуточной опоры. Их размеры: ширина 100 мм; толщина 30 мм; высота 40 мм. | |
| В качестве винта используется рым-болт с резьбой М10. | |
| Дополнительно понадобятся болты М8х70 с гайками. | |
| На двух брусках сверлятся отверстия под болты М8. | |
| Дополнительно сверлятся два бруска под резьбу М10. | |
| Запрессовывается гайка. Дополнительно используется пластина для фиксации винта. | |
| Остается собрать элементы на опорной доске. |
| Болты М8 используются для установки брусков. | |
| Неподвижная губка может устанавливаться в нескольких положениях. Поэтому в тисках можно фиксировать детали разной ширины. | |
| Тиски готовы. Ими можно пользоваться для работы с деревянными заготовками. |
Основание и механизм передвижения
Основание тисков состоит из листа и приваренных к нему по краям двух уголков.
Внимание! Помните, чтобы не заклинило конструкцию, нам важно сохранить расстояние между уголками на ширину швеллера плюс 0,5-1 мм. Основание в сборе

Основание в сборе
Поэтому, до приваривания уголков к листу, посредине установите швеллер, а по краям, между швеллером и уголком, по картонке или, если есть, несколько трансформаторных пластин.
Механизм передвижения
После приварки уголков, проводим по центру основания линию и выставляем подготовленные гайки. Для этого накручиваем их на винт М16.
Под винт можно подложить обычные скобы от степлера, чтобы приподнять ближе к середине фронтальной плоскости.
Посмотрите на фото, все станет понятно. И делаем отступ от края листа вовнутрь на 5 – 6 мм.

Укладка скоб степлера
Чтобы заполнить пространство между гайкой и основанием тисков, можно подложить пластину 3-4 мм.

Выставляем гайки по разметке
Помните! От того насколько точно вы выставите гайки, настолько хорошо будет работать механизм передвижения.

Механизм перемещения внутри тисков
После установки гаек можно ставить крышку. Должен получиться корпус как на фото.

Корпус в сборе
На этом этапе, проверьте свободу хода швеллера, если очень туго, то снимите 0,5 -1 мм. со стенок. Стенки тогда будут не 40, а 39 мм.

Проверка хода
Далее с одной из сторон швеллера, внахлест, привариваем уголок и, установив его в корпус, размечаем место сверления отверстия под ответную гайку. А так же, варим повороты на основание. Должно получиться как на фото.

В сборе корпус и механизм перемещения
Следующим этапом привариваем оставшиеся повороты из труб на ответную часть тисков, вырезаем и крепим губки. Собственно все. Устанавливаем шпильку и закрепляем ее изнутри на подвижной части тисков как на фото.

Шпилька механизмаа перемещения
Заключительный этап, красим, сушим и собираем все вместе.

Заключительный этап, покраска. Изделие готово.





