

Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
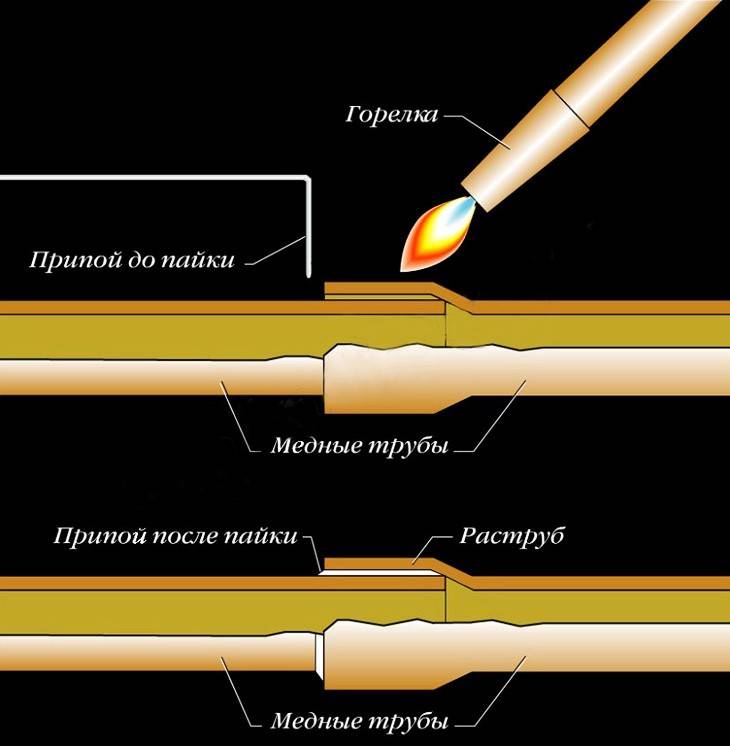
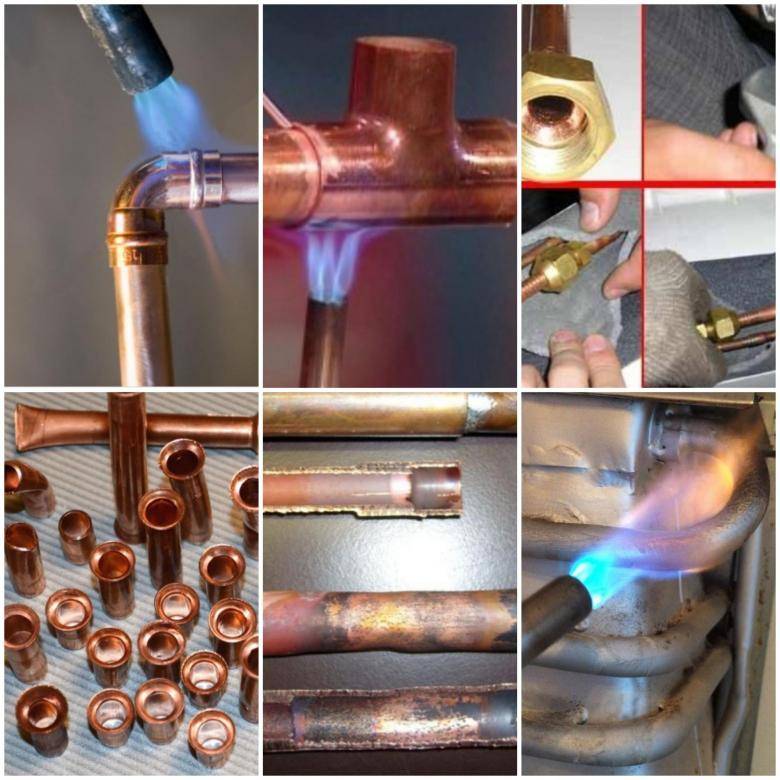
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Выполняем пайку труб

Технология пайки медной магистрали выглядит таким образом:
- Труборезом отрезаем нужные участки трубы и зачищаем края фаскоснимателем.
- Если будет использоваться фитинг, то и его края, и края тубы качественно обезжириваем. Если фитинг не используется, то край одной трубы расширяем труборасширителем.
- Примеряем детали для обзора ровности стыков.
- Теперь края туб обрабатываем тонким слоем флюса со стороны стыков.
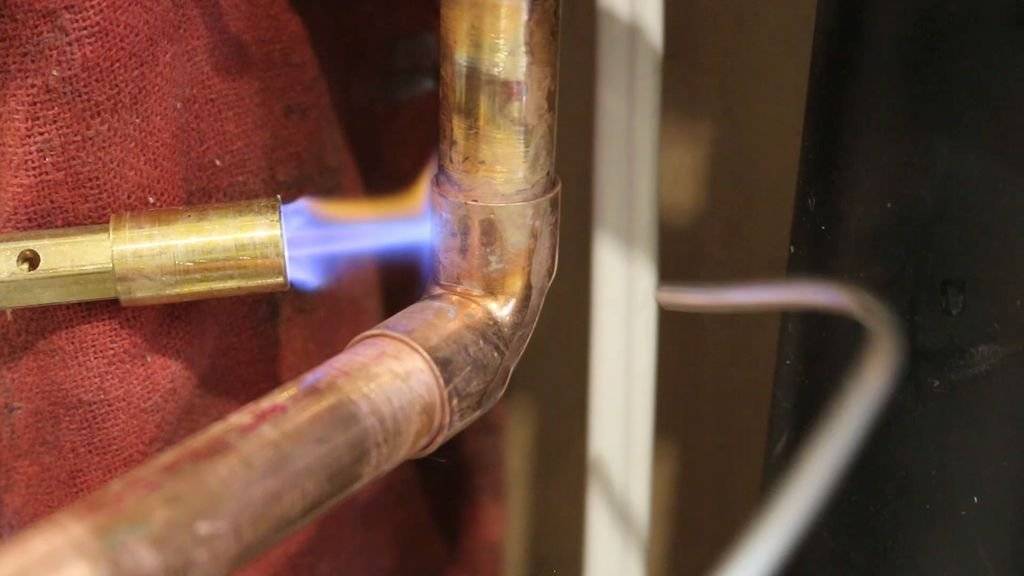
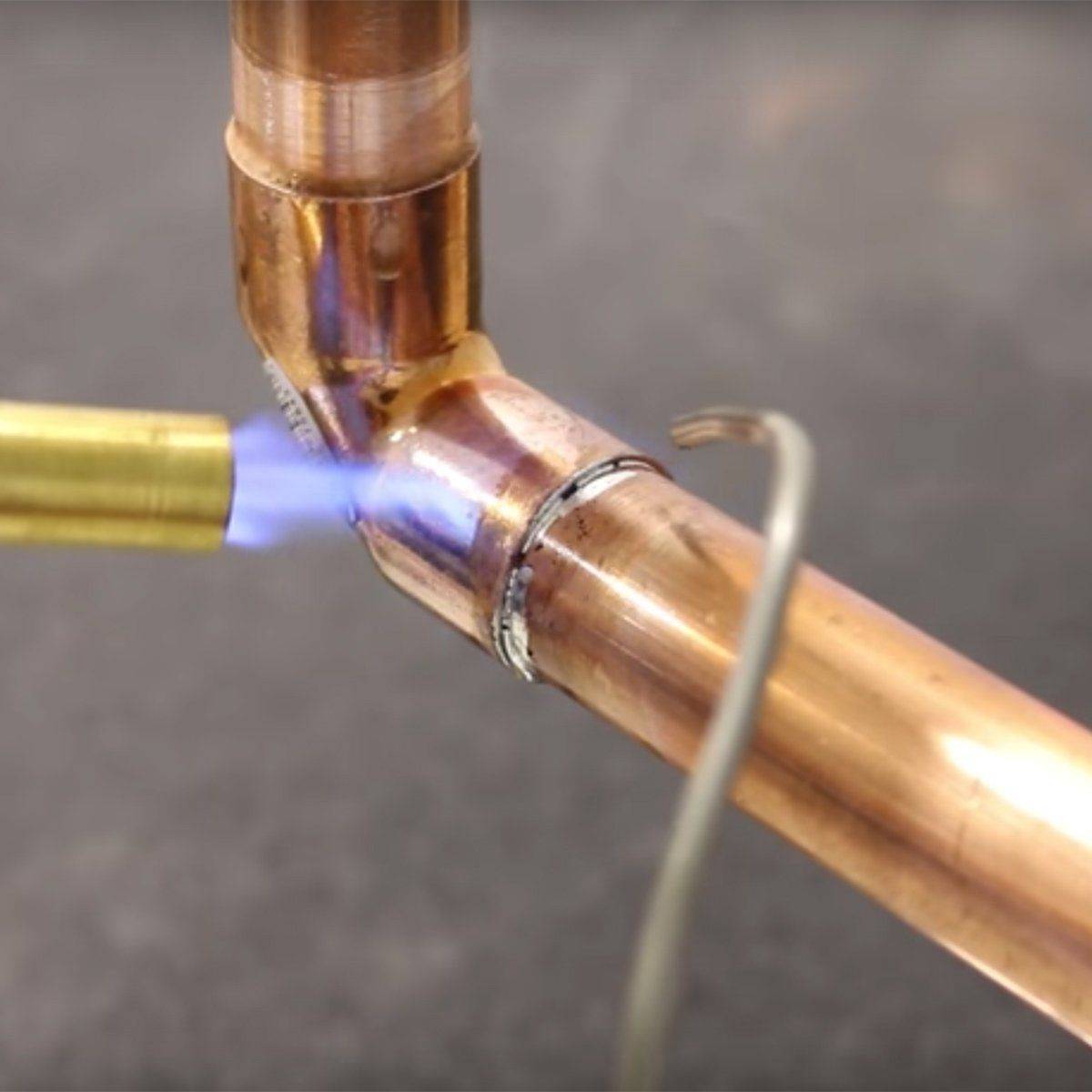
- Теперь включаем газовую горелку и качественно прогреваем трубы в местах стыков до заданной температуры.
- После этого в места зазоров укладываем припой. При этом стоит следить за тем, чтобы припой плавился строго от нагретой трубы, а не от пламени горелки. Края туб тщательно прижимаем.
- После того как тубы остынут, удаляем остатки флюса и окиси с медной поверхности тряпочкой.
Технология пайки медных изделий
Сварка медных конструкций происходит в несколько этапов. Рассмотрим каждый этап подробно.
Подготовка материалов

Прежде всего, необходимо заранее подготовить все необходимые материалы и инструменты. Затем нужно отрезать нужный участок от целикового изделия. Медные трубы режутся труборезом, с хорошо наточенным лезвием.
Заготовка устанавливается жестко перпендикулярно лезвию, а сам труборез вертится вокруг нее. Вдумчивый подход к использованию инструмента позволит получить ровный срез, практически без заусенцев. Если и будут неровности, они проявятся внутри трубы
Но важно знать, что использование трубореза немного уменьшает диаметр трубы
Чтобы этого избежать, пользуются ножовкой по металлу. В данном случае срез получится не такой ровный и аккуратный, но сохранит исходные размеры заготовки.
Необходимо получить срез размером от 0.02 до 0.4 мм. Слишком маленький зазор не даст припою должным образом соединить детали, а слишком большой не дает возможности проявиться капиллярному эффекту.
Полученный элемент обязательно нужно зачистить, чтобы убрать заусенцы и всевозможные загрязнения. Дополнительно соединяемые поверхности необходимо обезжирить растворами.
У второй соединяемой детали необходимо немного расширить диаметр при помощи труборасширителя. Это позволит обеспечить надежное соединение. После подготовки элементов рекомендуется примерить их друг к другу на предмет правильного соединения.
Нанесение флюса

Теперь нужно нанести на обе детали небольшой слой флюса, чтобы убрать лишние продукты окисления. Операция производится при помощи небольшой кисточки. Не рекомендуется оставлять излишки вещества на поверхностях соединяемых элементов. Это приводит к образованию ненужных пор и впоследствии трещин.
Соединение деталей
После нанесения флюса для пайки медных изделий и труб нужно быстро соединить части, чтобы избежать попадания пыли и других загрязнений на область будущего шва. При совмещении посредством фитинга операция производится до упора. Во время движений необходимо вращать элементы друг относительно друга. Это позволит флюсу равномернее распределиться по поверхностям. Излишки флюса убираются.
Низкотемпературная пайка
Такое соединение реализуется при помощи газосварочного оборудования или электропаяльника. Флюс и припой должны соответствовать сварке. Припой нужен легкоплавкий, а флюс низкотемпературный.
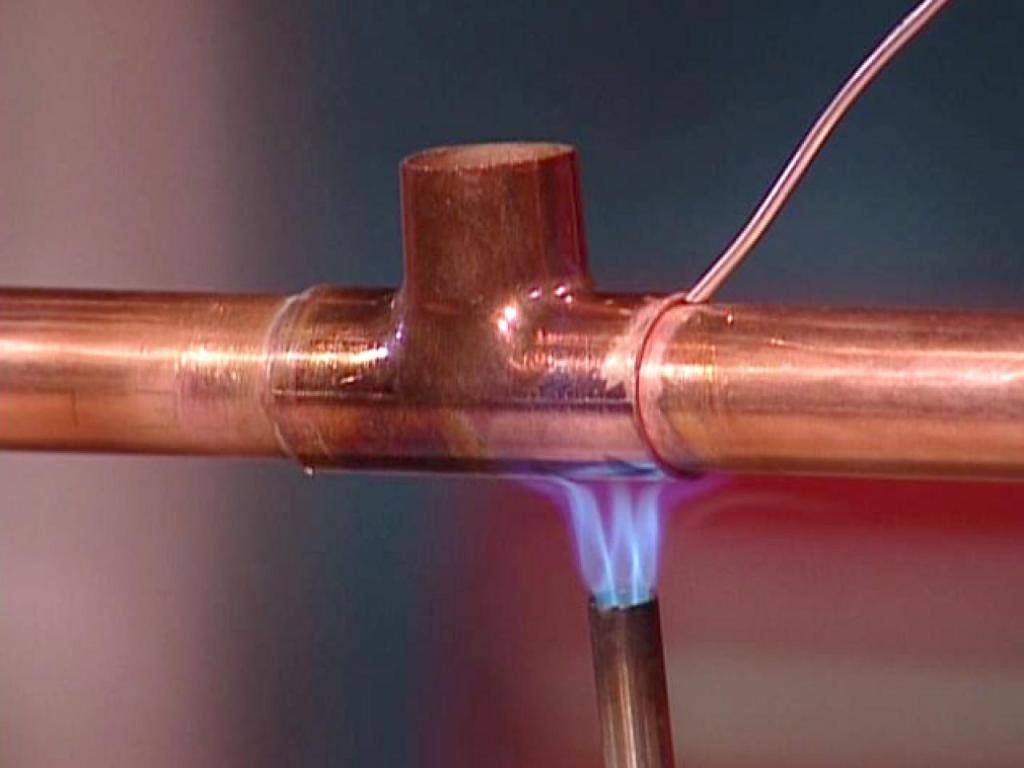
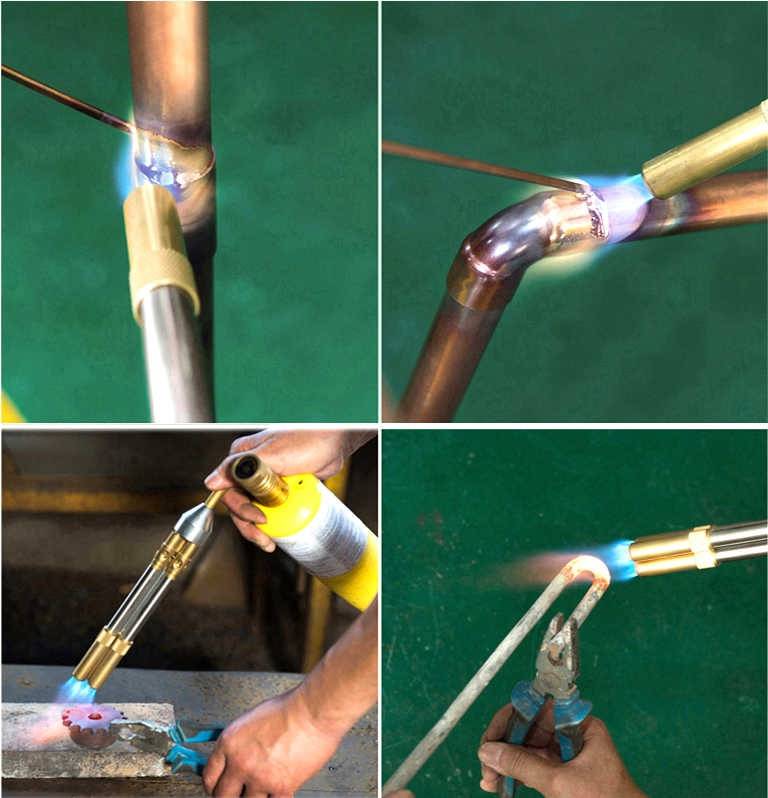
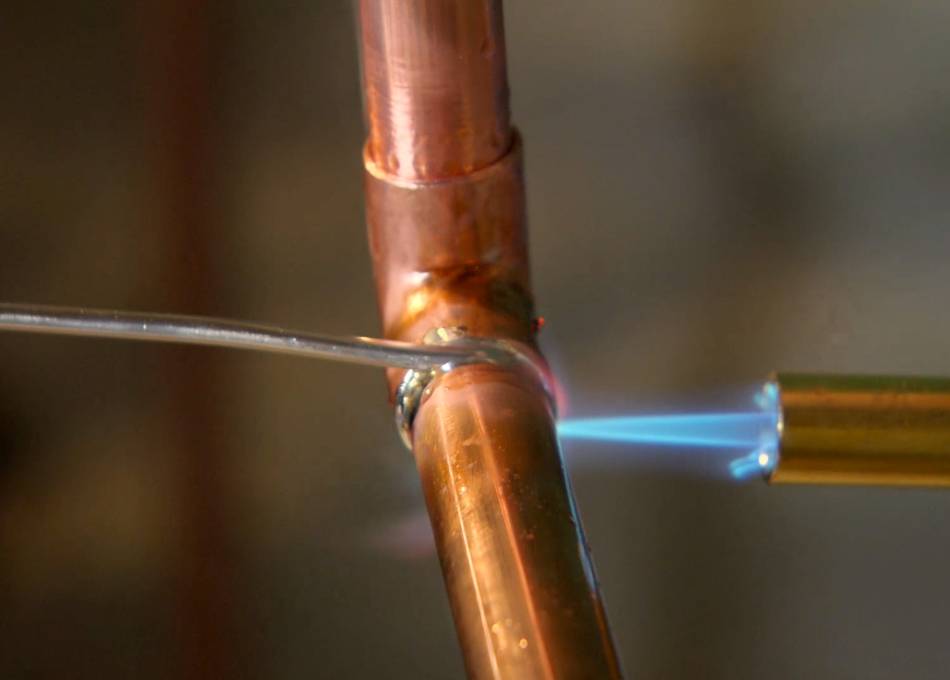
Пламя горелки направляется на стык двух элементов. Для равномерного прогрева необходимо постоянно менять положение контактного пятна между огнем и трубой. Во время нагрева на соединительный зазор периодически наносится припой, который затем расплавляется под воздействием температуры.
Расплавленный припой должен полностью заполнить соединительный зазор. Чтобы не мешать данному процессу, рекомендуется не воздействовать некоторое время горелкой на область растекания.
После заполнения зазора необходимо некоторое время дать припою остыть. Остужать его искусственными способами не рекомендуется. Во время сварки нельзя перегревать медь. При перегреве флюс будет разрушаться и не сможет эффективно защищать соединение от окисления. В качестве индикатора используется флюс с примесью припоя. При достижении необходимой температуры в веществе будут наблюдаться расплавленные капли. Это означает, что дальнейший нагрев детали не требуется.
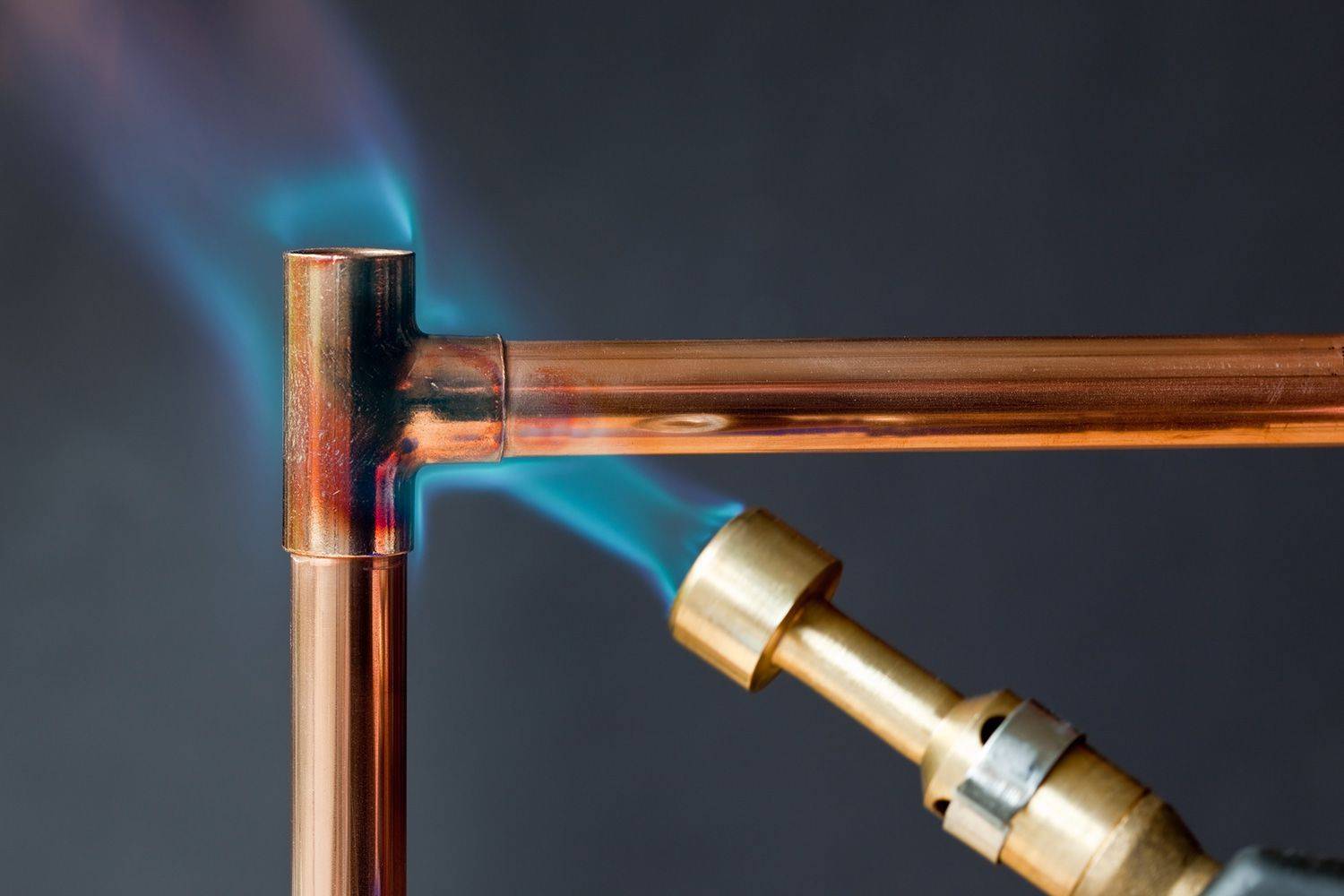
Высокотемпературная пайка

Способ реализуется при помощи газовой горелки. Нагрев должен быть равномерным и максимально аккуратным. Как только медь достигнет температуры 750 градусов, она станет вишневого цвета. Показатель говорит, что можно наносить на зазор припой.
Избегаем ошибок

При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
Видео: технология спаивания медных туб
Облицовка
Отделку люка и стен делают одновременно. Чтобы приклеить плитку к двери-невидимке, нужно загрунтовать рабочую поверхность. Нажимные механизмы фиксируют специальным крепежом, двери отягощают весом или используют нагрузочный болт. На гипсокартон плитку клеят на жидкие гвозди или используют специальные цементные смеси. На древесные плиты предварительно устанавливают армирующую сетку. При нанесении клея на керамику учитывают будущие зазоры. Для качественного фиксажа плиток, клей должен держать не меньше ½ ее поверхности.
Смесь не должна затекать и забиваться в пространство между люком и его каркасом. Устранять излишки нужно быстрее. Смесь схватится через сутки, тогда можно убрать лишнее с плитки.
Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.







Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Что такое пайка, и зачем она
Все очень просто: пайка медных изделий нужна там, где они применяются – в водопроводных системах и системах охлаждения воздуха – современных кондиционерах. Ее применяют для монтажа или ремонтных работ медных деталей и заготовок.
Эта технология вполне по силам домашним любителям, а результат характеризуется исключительной надежностью и удивительной долговечностью.
Скрывать не будем, стоимость медных изделий не самая низкая, но все затраты полностью окупаются. Из них можно соорудить и отопительную систему, и водопроводную, и охлаждающую: все, где нужны крепкие трубы.
Устройство газовой горелки.
Вещи из меди, конечно, можно варить. Но самым оптимальным методом их соединения давно является пайка. Суть процесса простая, как хозяйственное мыло: заготовки скрепляются за счет специального расплавленного наполнителя, который называется припоем.
Плавят припой посредством высокой температуры. После того, как стык заполняется припоем, он начинает быстро остывать, формируя тем самым крепкое соединение с герметичными свойствами.
Еще одним значительным преимуществом данного способа соединения является возможность несложного разъединения деталей, если таковое понадобится по каким-либо причинам. Чтобы сделать это, нужно всего лишь снова нагреть припой до температуры плавления.
Сварка труб отопления что и как варить Разбираемся вместе
Сварка труб отопления является одним из самых надежных видов стыковки. Процесс соединения конструкций производится с помощью специальных аппаратов под действием высокой температуры. Такой вид сварки применяют как для металлических, так и для пластиковых труб.
Если отсутствуют любые навыки по сварке, то предпочтительно обратиться за помощью к специалистам.
Некоторые же способы стыковки можно осуществить самостоятельно с помощью необходимых инструментов и соблюдая технику безопасности. Сварка труб отопления сварщиком может обойтись вам по очень высокой цене. При этом стоимость сварочного аппарата невысока.
Примечание: цена зависит от диаметра труб, количества стыков, проходов, также цена будет увеличена, если сваривать трубы нужно на высоте, в стесненных или холодных условиях.
Сварка пластиковых труб
Справиться со сваркой пластиковых труб возможно своими усилиями, для этого процесса не требуется специальных знаний и навыков.
Аппарат для сварки пластиковых труб
Для работы с таким материалом требуется:
- ножницы для совершения резки труб;
- специальные насадки;
- сварочный аппарат.
Работая с пластиком необходимо быть внимательным и аккуратным, так как такой материал при термическом воздействии легко повредить или испортить.
Температура при сварке должна не превышать 1800 С, так как свыше этого показателя пластик способен оплавиться и пролиться внутрь трубопровода. Также применение в процессе стыковки небольших температур грозит негерметичным соединением, могут образоваться зазоры, которые повлекут за собой при эксплуатации утечки.








Процесс сварки полипропиленовых труб смотрите ниже
Помните, что очень важно, чтобы на место пайки не попадала вода, на это особое внимание обращает автор ролика, также он говорит о том, что трубопровод нужно наполнять водой не ранее чем через один час после окончания работ
https://youtube.com/watch?v=Qw2Nvx1gtO0
Электросварка металлических трубопроводов
Для сварки труб отопления из металла применяется метод стыка с зазором в 2-3 мм.
При таком соединении не должно происходить плавление краев труб, стыковка осуществляется плавленой проволокой в зазоре.
Желательно подбирать равные по размеру трубы, для более прочной и надежной сварки.
Поверхность трубопроводов перед выполнением работ следует очистить. Концы труб должны быть ровными. Заранее должна быть продумана схема монтажа труб, размер необходимых участков, в связи с этим нужно выполнить нарезку металлических конструкций.
Процесс сварки производится по окружности. В зависимости от толщины труб применяется несколько слоев сварки, но не менее двух. Перед новым швом обязательно удаляется шлак.
В видео ниже показано, как выполнять сварку труб из стали с зазором за два прохода. Весьма детальный и полезный ролик.
Газовая сварка
Газовая сварка труб — более дорогой вид соединения, чем электросварка.
При использовании газового инструмента соединение происходит с использованием расплавленного металла на поверхность шва.
Показано, как при помощи газовой сварки соединить трубы
Для произведения шва окружность труб по предполагаемому шву делят на 4 условных отрезка, по котором происходит заполнение шва. При исполнении сварки в четыре отрезка, каждую проработанную часть поворачивают вниз.
Сварка, как метод стыковки, регламентируется ГОСТом, СНиПом по тепловым сетям.
При выполнении сварочных работ газом также необходимо предпринять меры безопасности. Необходимо облачится в защитный костюм, а на голову и глаза нужно надеть специальный шлем-маску. Проводить все работы нужно вдали от легковоспламеняющихся объектов.
Холодная сварка
Также известен такой способ соединения как холодная сварка труб отопления.
Мужчина наносит холодную сварку на стык труб
Он представляет собой эпоксидный клей со стальным порошком. Применяется как шпаклевка. Способ позволяет склеивать фактически любые материалы, включая пластик и металлы. Такой способ сварки чаще всего применяется для отдельных швов либо для заделывания зазоров.
Холодной сваркой вы, кстати, можете сварить не только трубы. К примеру, Виктор из ролика ниже, отремонтировал таким способом рукоятку топора. Довольно полезно и познавательно.
Проверить герметичность любого шва можно с помощью мыльного раствора, который наносится на стык. Через трубу подается воздух. Если имеются зазоры, то на месте стыков появляются пузырьки.
Надеемся, что статья была полезна и актуальна вам. Будем сильно признательны ,если нажмете на кнопки социальных сетей, которые расположены ниже. Пусть и другие прочтут этот материал.
Виды и особенности медных труб
Медные трубы хороши тем, что они: не подвержены коррозии, имеют срок службы более полувека, достаточно мягкие, чтобы не бояться перемерзания воды в них. Медь — материал идеально гладкий, это предотвращает образование в налёта в трубах, к тому же материал обладает бактерицидными свойствами.

Различают две разновидности медных труб, в зависимости от способа их изготовления:
- отожжённые;
- неотожженные.
Эти трубы могут иметь одинаковый состав, но резко отличаются по физическим свойствам.
Отожжённые трубы – это эластичный трубный материал. О степени гибкости можно судить по тому, что продают их в бухтах, намотанными подобно шлангу. Гибкость отожжённых труб является большим плюсом при монтаже. Из них можно формировать разные конфигурации не используя дополнительные детали. Это даёт материальную экономию на фитингах и расходных материалах. Уменьшает трудозатраты, используется меньшее число соединений.
И хотя эти трубы считаются менее крепкими, чем неотожженные, их запаса прочности вполне хватает для коммуникаций в индивидуальных домах.
Неотожженные трубы не подвергают дополнительной обработке – они остаются жёсткими. Приобрести такой материал можно прямыми прогонами, как привычные стальные. Разводка неотожженных коммуникаций проводится с помощью фитингов.
Рекомендуем ознакомиться: Как выполнить переход с чугуна на трубу из пластика

Эти трубы дешевле, но необходимость установки фитингов при монтаже поворотов, обходов сводит на нет данное преимущество. Их прочность требуется в промышленных трубопроводах, которые эксплуатируют при повышенной механической и температурной нагрузке.







Безопасность
Паяльные работы – это высокие температуры и вещества, выделяющие при расщеплении вредные пары, что требует соблюдения определенных мер предосторожности, включая следующее:
использование защитных перчаток для снижения риска получения ожога;
проведение паяльных работ только в хорошо проветриваемых помещениях, что связано с опасными парами;
использование кислотостойкой одежды, включая резиновые перчатки, что необходимо при высокотемпературной пайке, когда осуществляется травление с растворами кислот и щелочей;
проявлять осторожность при проверке того, насколько остыло спаянное соединение.
Виды и особенности медных труб
Существует два вида медных труб, различающихся в зависимости от методики изготовления. Зачастую они обладают идентичным составом, но отличаются между собой физическими свойствами.
- Отожжённые трубы;
- И неотожжённые;
Первые представляют собой эластичные и податливые трубки из меди, которые поставляются целыми бухтами. Такая разновидность намотки напоминает шланг, и подтверждает высокую гибкость изделия. Это качество является важнейшим при прокладке водопроводных коммуникаций, а также при других видах работ.
Гибкость позволяет придавать трубке желаемые очертания, без применения дополнительных деталей в составе конструкции. Чем меньше соединений содержит конструкция, тем ниже материальные и трудовые затраты. Отожжённые трубы являются не такими прочными, как неотожжённые, но даже этой жёсткости вполне достаточно, чтобы использовать их для прокладки водопроводного сообщения в частных строениях.

Неотожжённые изделия получают посредством стандартизированной методики изготовления. Они поставляются в виде прямых отрезков, поскольку чрезмерная жёсткость не позволяет наматывать их в бухты. Соединение таких коммуникаций осуществляется при помощи обжимных фитингов.
Эта разновидность труб стоит дешевле, но необходимость докупать фитинги и другие детали, сводит на нет более низкую стоимость. Высокая прочность имеет значение только при использовании в промышленных трубопроводах, при работе в условиях критических температур и давления.
В соответствии с существующими стандартами, все медные трубы также принято разделять на три вида, в зависимости от их физических характеристик, это:
- Твёрдые;
- Полутвёрдые;
- И мягкие трубы;
Вне зависимости от технологии изготовления, к конечной продукции применяются одинаковые требования. Она должна быть без видимых повреждений и дефектов, обладать такими качествами, как герметичность и цельность.
Способы соединения
Для соединения элементов из меди применяют разные методы. Чтобы провести работу, нужно использовать дополнительные элементы, называемые фитингами. Они используются для пайки или опрессовки. Во втором варианте применяются изделия с резиновыми уплотнительными кольцами. Их закрепляют на двух концах деталей, обжимают с помощью клещей. Однако спаивание деталей считается более надёжным.
Выделяют два метода спаивания медных элементов:
- Низкотемпературный метод. При его проведении применяется мягкий припой. Низкотемпературную пайку применяют при изготовлении трубопроводов, через которые будет проходить поток воды до 110 градусов. Место соединения нагревается до 300 градусов, расходный материал расплавляется и скрепляет элементы трубопровода.
- Высокотемпературный метод. Этот способ не применяется при изготовления бытовых сетей. Он предназначен для создания трубопроводов, по которым будут передвигаться рабочие смеси под высоким давлением или с высокой температурой.





