

Диффузная пайка, описание процесса

Для выполнения соединения ПП-труб методом диффузной сварки понадобится набор инструментов, список которых выглядит так:
- электрический паяльник с приложенным набором насадок разных диаметров;
- ножницы для резки труб или пила по металлу;
- какой-нибудь абразив для удаления неровностей и заусениц, остающихся после резки трубы;
- рулетка (линейка);
- маркер, карандаш.
Из материалов, кроме труб и доборных элементов, понадобится чистая тряпка из натуральной ткани и жидкость для обезжиривания (ацетон, бензин, спирт).
Приготовив перечисленные материалы и инструментарий, можно начинать паять полипропиленовые трубы, соблюдая изложенную ниже последовательность действий.
Паяльник устанавливается в идущий в комплекте штатив и оснащается одной или несколькими (при работе с трубопроводами разных диаметров) насадками, которые обезжириваются приготовленной жидкостью. Прибор включается в сеть, терморегулятор устанавливается в положение, соответствующее температуре пайки, рекомендованной для полипропиленовой трубы (260-280˚С). О наборе насадкой заданной температуры просигнализируют лампочки, — погаснет зеленая и загорится красная (в некоторых моделях цвет сигнальных светильников может быть другим, — смотрите в инструкции к прибору).
Измерительной рулеткой отмеряется необходимый фрагмент ПП-трубы, ставится отметка, в соответствие которой трубными ножницами (труборезом) делается отрез. Отрезной торец трубы освобождается заусенец и шероховатостей, после чего подбирается соединительный элемент соответствующего диаметра и необходимой формы. Внутренняя поверхность фитинга и наружная на трубном торце обрабатываются обезжиривающей жидкостью.
В соединительном элементе есть ограничивающий выступ. На трубе маркером делается отметка на расстоянии, меньшем на 1-1,5 мм, чем расстояние от наружного края фитинга до ограничителя. Паять нужно так, чтобы сделанная отметка и край соединительного элемента совпадали. Если это правило не соблюдать, размягченный при нагреве торец трубы может сузиться, пройдя дальше ограничителя. Также отметка на трубопроводе поможет найти правильное осевое расположение соединяемых элементов.
Подготовленные и обезжиренные детали стыкуются с греющей насадкой паяльника соответствующего диаметра. Фитинг имеет большую толщину, следовательно, инерцию нагрева, поэтому, сначала надевается он, после чего с другой стороны вставляется труба. Обратный процесс осуществляется соответственно: вынимается разогретая труба, затем снимается стыковочный элемент. Время экспозиции зависит от трубного диаметра, соответственно, толщины стенки изделий. Например, трубопровод 16 и 20 мм разогревается приблизительно 5-6 секунд, 25, 32 мм, — 7-8 секунд. Но это общие рекомендации, в каждой индивидуальной ситуации оптимальное время прогрева может немного отклоняться, на что влияют стартовая температура полипропиленовых изделий, особенности модели паяльника.
Детали с расплавленными рабочими поверхностями снимаются с насадки
Труба без осевого вращения плавно вставляется в фитинг до совпадения метки с краем стыковочного элемента, при этом важно контролировать осевое соответствие соединяемых деталей. Период фиксации также зависит от толщины стенки изделий и составляет от 4 до 12 секунд
Спустя примерно час после пайки можно запускать собранный трубопровод в полноценную эксплуатацию.
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Как паять полипропиленовые трубы
Полиэтиленовые и полипропиленовые трубы постепенно вытесняют с рынка строительных материалов трубы из металла. Вызвано это полезными свойствами и качествами продукта:
- большим сроком службы (полипропиленовые трубы служат до 50 лет),
- низкой теплопроводностью и электропроводностью,
- высокими звукоизоляционными свойствами,
- устойчивостью к большому перепаду температур.
Не последнюю роль в популярности труб из полипропилена играют их высокая прочность, надежность и простота монтажа этого вида труб.
Первоначально эта продукция вообще не подвергалась пайке. Для соединения трубопроводов из полипропилена использовалась технология склеивания труб специальными клеями. Полипропиленовые трубы небольших диаметров внутри помещений в некоторых странах до сих пор соединяют при помощи специализированных клеев.
Но технология пайки полипропиленовых труб оказалась проще и надежнее. В данной статье рассмотрим, как паять полипропиленовые трубы своими руками.
Необходимые инструменты
- Маркер.
- Рулетка.
- Строительный уровень.
- Ножницы для резки полипропиленовых труб.
- Специальный паяльник для труб из полимерных материалов.
Большинство из этих инструментов известны каждому из тех, кто в той или иной мере связан со строительной индустрией. Вопросы могут возникнуть только по ножницам для резки полипропиленовых труб и паяльнику для сварки труб этого вида. Обычно они входят в единый комплект инструмента.
Ножницы для резки
Этот инструмент еще называется роликовым труборезом. Выпускается он чаще всего в двух модификациях:
- для труб с наружным диаметром 16 мм- 40 мм,
- для труб с наружным диаметром 16 мм- 110 мм.
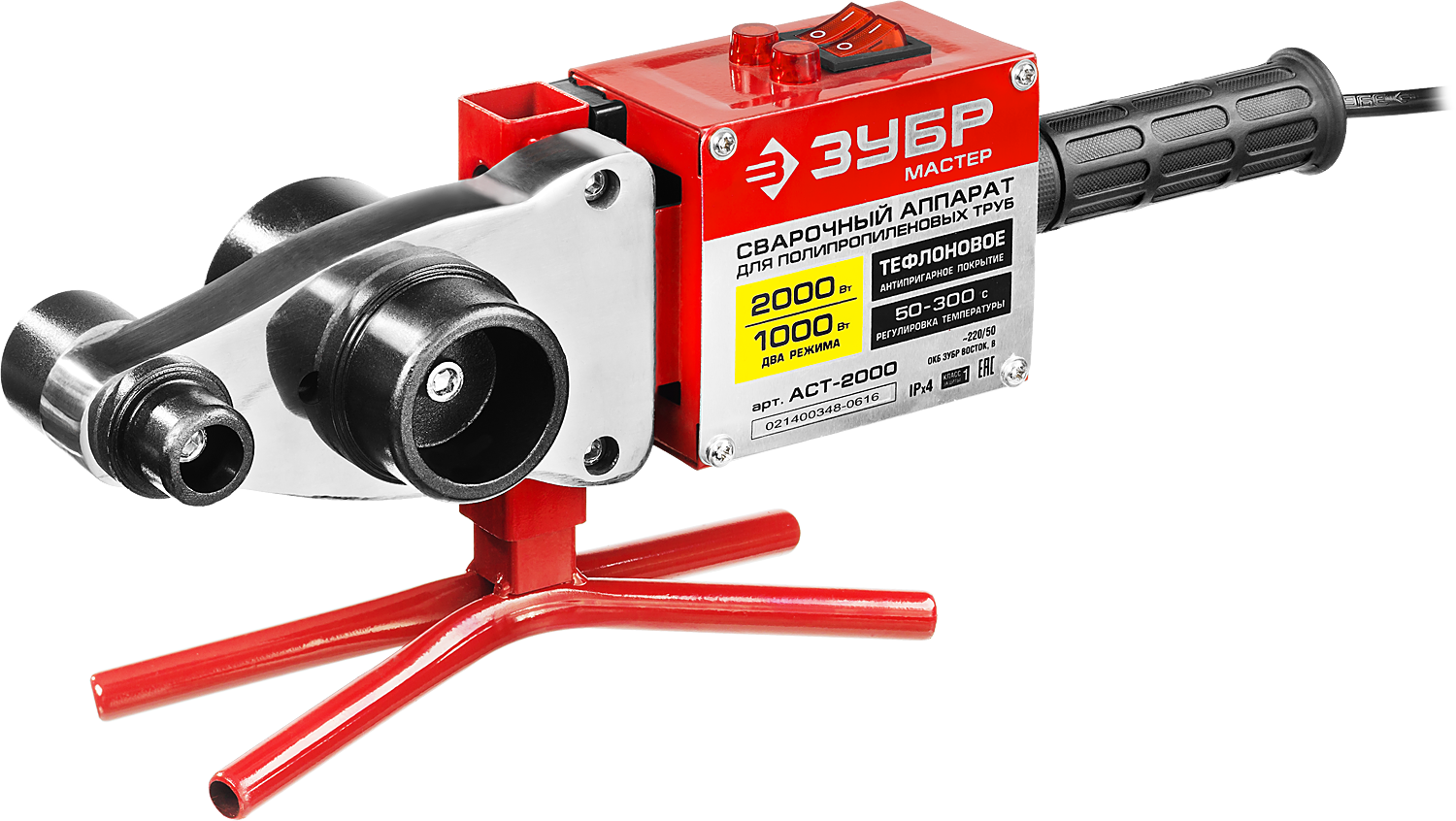
Паяльник для пайки
Этот инструмент еще называют ручным сварочным аппаратом. Аппарат для соединения пластиковых труб – это нагревательный прибор, с подошвой, которая оборудована нагревательными элементами. Подошва обычно оснащена отверстиями с различными диаметрами, в которых закрепляют специальные насадки для пайки. Аппарат оборудован терморегулятором и индикаторами нагрева. Он имеет удобную рукоятку и специальную подставку для установки прибора на ровной поверхности. Включается и выключается он при помощи специальных дополнительных выключателей.
Паяльник для полипропиленовых труб выпускают:
- для полипропиленовых труб диаметром 16 — 50 мм с мощностью до 650 Вт,
- для труб диаметром 63 — 110 мм с мощностью до 1600 Вт.
В комплект аппарата входят так же соответствующие насадки и подставка.
Насадки парные и бывают различных диаметров. Они покрыты антипригарным покрытием, схожим с тем, что используются в покрытиях современных сковородок. Потому они нуждаются в особом уходе и специальной очистке.
Прежде чем то-то сделать, нужно внимательно изучить технологический процесс, прочитать все необходимые инструкции, научиться пользоваться инструментом.
В случае пайки труб, нужно помнить, что этот процесс – часть общего процесса пайки трубопровода. Потому работу начинают с разметки.
Разметка – самый сложный этап работы. Хорошо, если ее сделает специалист, который знаком с чертежами трубопровода, представляет его в целом.
Трубы отрезают следующим образом. Отмеряют расстояние между фитингами, добавляют к этому расстоянию 30 мм. Затем аккуратно, под углом 90 градусов отрезают трубу при помощи специальных ножниц.
Далее надеваем фитинги на трубу, помечая глубину маркером на полипропиленовой трубе. Эта отметка будет поперечной. Продольная метка позволяет состыковать элементы трубопровода по осям.
- Прибор, естественно необходимо включить.
- В отверстие аппарата необходимо вставить насадку необходимого диаметра.
- При помощи терморегулятора нужно установить необходимую температуру пайки.
- Для полипропиленовых труб необходимо установить температуру — 260° С,
- Для полиэтиленовых труб необходимо установить температуру — 220° С,.
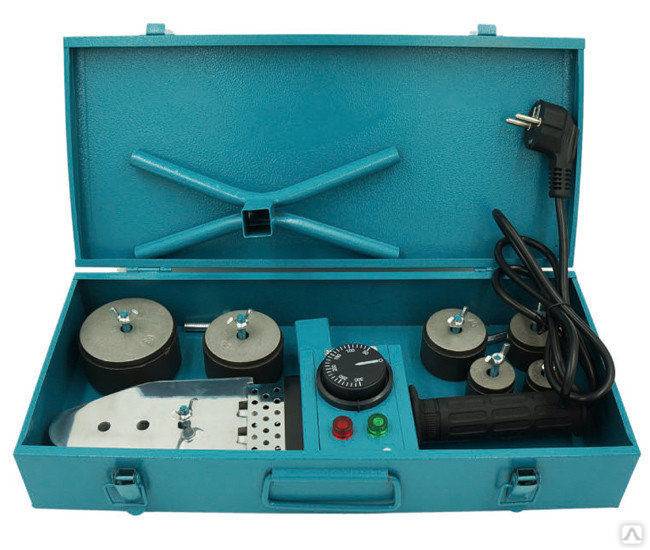
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Как паять полипропиленовые трубы в труднодоступных местах
Часто бывает, что к соединению сложно добраться даже с компактным ручным паяльником. Это участки под потолком, в углах, нишах или места с близко расположенным сантехническим оборудованием. В этом случае применяются следующие способы сварки:










- Сложный узел сначала собирают отдельно, затем приваривают к трубе в удобном месте.
Нагревают последовательно прямую и ответную часть с минимальным промежутком времени и быстро соединяют, чтобы детали не успели остыть.
Используют одновременно 2 комплекта насадок, устанавливая их в нагреватель зеркально. При этом одна из веток не должна быть жестко закрепленной.
Предварительно разогретые на штырьевом паяльнике насадки слегка откручивают, снимают и расплавляют ими соединяемые участки.
Поскольку сварку нужно проводить быстро, для работы в труднодоступных местах не обойтись без помощника.
Как происходит процесс сваривания
Диффузионная сварка полипропилена подразумевает состыковку двух разогретых частей. Эти детали в последствие соединяются. В результате происходит взаимопроникновение материалов (так называемая диффузия) на месте стыка.
Сварочник при работе позволяет четко контролировать температуру нагрева. Для стыка рекомендуют брать элементы из одинакового материала.
Физические и химические показатели сварного стыка, которые демонстрирует полипропилен, такие же, как у основного трубного материала. Поэтому система, соединяемая таким методом, будет функционировать надежно и долго.
Какой дом Вам нравится больше?
Дом из бруса 14.69%
Кирпичный дом 9.25%
Бревенчатый дом 5.96%
Дом из газобетонных блоков 18.12%
Каркасный дом 35.75%
Дом из пеноблоков 16.23%
Проголосовало: 2920
Есть несколько способов сварки, которые подбирают в соответствии с размерами монтируемой системы. Это: стыковой, раструбный и спаивание седел.
Общие технологические приемы сварки ПП-труб
Перед началом сварочных процессов требуется тщательным образом проанализировать сборочную схему. А также и очередность выполнения соединений. Для этого выполняют эскиз с обозначением основополагающих элементов. После сварки полифузное соединение становится неразъемным. Вот здесь могут возникнуть условия, когда выполнение следующего сварного участка станет невозможным. Это особенно часто происходит при сварке полипропиленовых труб в малодоступных зонах. Поэтому непродуманная схема обвязки, может привести к необходимости демонтажа уже собранных узлов.
В процессе монтажа пропиленовых сантехнических деталей и узлов необходимо учитывать их физические качества — способность значительно расширяться при нагревании. Особенно данное предостережение имеет отношение к ПП-трубам с расширением – 0.151 мм/м*К . По этой причине, перед тем как паять полипропиленовые трубы для отопления с длинными лучами, потребуется разместить на линии специальные технологические устройства – компенсаторы, способные принять на себя нагрузку от такого расширения.
Отсутствие термокомпенсации ведет к серьезным синусоидальным деформациям геометрии труб. В результате чего могут произойти разрывы. А также вырваны крепления, а то и плитки либо штукатурки, при скрытой проводке инженерных сетей. Термическая деформация армированных труб в 5 раз меньше ПП-изделий. В результате чего они являются более предпочтительными для установки в системах теплоснабжения.
Правила крепления трубных конструкций
Основательное соединение между собой участков инженерных сетей из полимеров требует большего внимания, чем для металлических труб. По мере увеличения протяженности таких линий они должны жестко закрепляться на опора. Шаг монтажа и вид опор устанавливаются проектным расчетом в зависимости от площади сечения ПП-труб, и от температуры греющей среды. Несоблюдение рекомендаций по вариантам крепления способно привести к выгибанию линии прокладки трубопроводов, особенно, из-за горячего теплоносителя и гидроударов под вибрационным воздействием давления воды.
Рекомендуемый шаг опор
Стояки водопроводных труб до 32 мм допускается закреплять с промежутком между хомутами до 10 м. В варианте, когда диаметр применяемых труб больше, то разрешенный шаг – 15 м.
Устанавливая варианты крепежа, требуется наблюдать за тем, чтобы они не мешали линейному расширению полимерных труб. Для этого рекомендуется выполнить установку скользящих опор. По контуру устанавливают специальные компенсаторы.
Перед тем как паять полипропиленовые трубы для отопления, необходимо учитывать, что запорные вентиля в ПП-системах теплоснабжения с Ду более 32 мм также должны иметь жесткое крепление. При меньших сечениях труб также предпочтительны такие фиксации, чтобы исключить возможность передачи нагрузок на трубопроводы от установленной арматуры.
Почему полипропилен
Сегодня производители труб предоставляют огромный ассортимент продукции для прокладки водопровода, канализации или монтажа систем отопительных. Можно приобрести металлопластиковые, металлические, или полипропиленовые трубы. Сегодня все большее количество потребителей предпочитают выбирать полипропиленовые трубы, которые имеют массу преимуществ:
- не подвергаются коррозии;
- просты в установке;
- не требуют постоянного ремонта;
- долговечны и надежны в эксплуатации;
- могут быть проложены внутри стены или пола;
- стоят существенно дешевле, чем металлические трубы.
Полипропиленовые трубы можно использовать для установки систем отопления, для водопроводных труб и для канализации.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Сварка и монтаж отдельной части системы трубопровода
При пайке водопроводной магистрали из полипропилена всегда стараются проводить монтаж отдельных участков водопровода в месте с большим свободным пространством и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж магистрали и правильный порядок проведения работ.
Обычно сторона наиболее трудная для спайки расположена на стене с двумя угловыми фитингами, поэтому ее сваривают в первую очередь и закрепляют на клипсы или дюбельные муфты. После от угловых фитингов проводят дальнейший монтаж участков линии, переходя к паяльным работам непосредственно около стен. Для удобства монтажа необходимо заранее предусмотреть место для установки паяльника на подставку или организовать его подвешивание.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.








- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Как паять армированные полипропиленовые трубы
В этом случае категорически запрещается контакт алюминия с жидкостью. Данный сплав начинает разрушаться, а покупать новые изделия нерентабельно. Появление небольших внутренних перекосов в стыках трудно заметить невооруженным взглядом, однако именно эти зоны являются слабым местом всей системы. Здесь возможно попадание воды на металлическую поверхность.
Чтобы это предотвратить, тщательно зачищается армированный слой. Подобная операция является обязательной к проведению, если поверхность труб обернута в фольгу.
Для удаления металлического листа используется специальное приспособление – так называемый шейвер. Его приходится покупать отдельно.
В прибор вставляют конец, аналогично заточке карандаша, и начинают проворачивать.
При работе не стоит забывать об очистке алюминиевого слоя. Сварка произойдет и без этой процедуры, однако надежность полученного соединения будет довольно низкой.
От такого человеческого фактора можно избавиться, установив трубы, армированные стекловолокном.
Если алюминиевый армирующий слой находится по центру стенки, проводится торцевание поверхности с помощью специального инструмента. Он помогает удалить кромки алюминия, которые покрывают торец трубы. Если такую операцию не провести, вода может попасть в центр стенки, двигаясь по микротрещинам армирующего слоя, что неминуемо приведет к вздутию.
На фотографии можно рассмотреть спаянные соединения разрезов: неправильное выполнение на картинке без торцовки и правильное – с торцовкой.
Для достижения наилучшего результата применяются специальные муфты. Они как бы «замуровывают» торцы армирующего слоя, что помогает избежать контакта металла с жидкостью.
Некоторые производители дают собственные рекомендации, как нужно подготавливать трубы перед сваркой. Даже если армирующий слой отсутствует, требуется обязательно провести калибровку наружного диаметра, после чего снять фаску.
Операция калибрования удаляет эллипсность трубы, делая ее абсолютно круглой. Снятая фаска облегчает работу по соединению с муфтой. К сожалению, когда трубы из ПП паяются самостоятельно, эти операции полностью игнорируются.
Какое оборудование потребуется для пайки
Большинство домашних систем водопровода или отопления конструируется из труб наружного диаметра 16-63 мм. Сваривать изделия рекомендуется враструб или с использованием соединительной арматуры (муфт).
Необходимым оборудованием является паяльник для пайки пластиковой продукции с насадками соответствующих диаметру труб (подробнее: “Как устроен паяльник для труб ПВХ и как его использовать”).
Выбор паяльников на сегодняшний день достаточно велик, и чтобы принять правильное решение, требуется присмотреться к основным их эксплуатационным характеристикам:
- Мощность. Наиболее важный параметр. Для домашнего мастера, использующего пластиковые трубы стандартных диаметров, мощности 1200 Вт будет вполне достаточно. Паяние пластиковых труб агрегатами мощностью от 1800 Вт проводится значительно легче и быстрее, однако для домашнего использования вполне будет достаточно минимальной указанной мощности.
- Количество насадок. Количество поставляемых в комплекте насадок в каждом случае разное, и чем их больше, тем лучше. Насадки – это именно то, чем спаивают пластиковые трубы. Хорошие элементы должны быть покрыты тефлоном, предотвращающим пригорание материала. Каждая насадка состоит из гильзы для оплавления наружной поверхности изделий и дорна – для внутренней части труб.
- Если есть материальные возможности, следует приобрести паяльник, на который одновременно можно установить сразу несколько насадок: это значительно сэкономит время, так как для замены насадки необходимо каждый раз остужать инструмент, а потом, для возобновления работы, снова его нагревать.
- Дорогие профессиональные паяльники снабжены узлом электронной регулировки температуры нагревания, позволяющим устанавливать её значение с точностью 1-5°С. Мастеру, задавшемуся вопросом, как паять трубы паяльником, можно и не приобретать дорогостоящую продукцию, а измерять температуру насадки с помощью соответствующего градусника.
Если же температура меньше установленной, трубы не достигают требуемой пластичной вязкости и соединение не будет являться однородным, соответственно, и достаточно надёжным: в частности, нельзя будет положиться на гидроизоляционные свойства такого шва.
Кроме паяльника, необходимы будут ножницы для разрезания полимерных труб. Можно, однако, обойтись и ножовкой.










Нюансы при пайке труб полипропилена
Пайка пропиленовых труб требует определенных навыков и опыта, при проведении работ неопытным монтажникам следует учитывать некоторые нюансы:
- Армированные внутренней алюминиевой оболочкой полипропиленовые трубы требуют чуть большего времени нагрева, которое можно определить экспериментальным путем, проводя опыты по стыковке коротких обрезков.
- ПП трубы, армированные алюминием, расположенным под тонкой наружной оболочкой полипропилена требуют подготовки к пайке, необходимо снять этот алюминиевый слой на глубину соединения с фитингом, чтобы фольга не мешала при пайке. Для этого используют специальное приспособление для зачистки — шейвер, выпускаемый в нескольких вариантах: ручной и под дрель. Если приходится заниматься монтажом армированных алюминием ПП труб в больших объемах, лучше приобрести насадку для дрели (шуруповерта) — снятие алюминиевого слоя при ее использовании происходит быстрее и с более высоким качеством, чем у перфораторной модели.
- Если алюминиевая армировка расположена посередине между внутренней и наружной трубными стенками, обычно опытные сварщики трубу не зачищают. Но, если опыта не достаточно, то рекомендуется использовать зачистки для внутренней армировки — торцеватели. Их конструкция отличается от шейверов, упомянутых выше, наличием ножа, вырезающего фольгу изнутри с торцевой части трубы.
Рис. 13 Последовательность пайки армированных сверху фольгой ПП-труб
При проведении работ монтажники с малым опытом часто совершают следующие ошибки:
- Не очищают трубную оболочку стыкуемых деталей от грязи — данная ошибка приводит к плохой диффузии полипропилена и дальнейшей разгерметизации соединения.
- Не выдерживают угол среза в 90 градусов. Ошибка приводит к тому, что при вставке трубных отрезков в нагревательные насадки они не до конца погружаются и при монтаже между их торцами образуется слишком большой зазор – это ослабляет соединение и приводит к накоплению грязи в образовавшейся канавке.
- Стыкуют трубы в муфте слишком плотно или недостаточно глубоко, в первом случае образуется внутренний вал на стыке, снижающий диаметр проходного канала. Если трубы в муфте размещены друг от друга на слишком большом расстоянии, образуется внутренняя канавка и ухудшаются прочностные характеристики соединения.
- Не соблюдают прямой угол при стыковке деталей. При отсутствии контрольного инструмента выдержать прямой угол, точнее соосность соединения, довольно сложно начинающему монтажнику, перекосы вредно сказываются на качестве стыков и затрудняют монтаж длинных участков в заранее вырезанные прямые штробы.
- Недогревают или перегревают детали. В первом случае диффузия будет недостаточна, соединение в дальнейшем расслоится и появится течь, при перегреве трубных оболочек внутри появится сужающее проходное отверстие наплавление.
- Вращают или корректируют положение деталей в процессе сваривания. Данное нарушение технологии приводит к дальнейшей разгерметизации соединения.
- Не соблюдают временные интервалы при пайке, стыковке. Отклонения от рекомендованных табличных значений приводят к дефектам в виде перегрева или недогрева трубных оболочек, их расслоению и соответственно к некачественному соединению деталей.
Рис. 14 Как не нужно сваривать полипропиленовые трубы
При проведении работ по монтажу полипропиленового трубопровода один из основных критериев качества — точное время и температура пайки, первый параметр задается табличными данными в инструкции на сварочный прибор. Оптимальная температура при сварке полипропиленовых труб принимается равной 260 °С, с учетом этих температурных параметров по таблицам определяют, сколько секунд необходимо удерживать детали в нагревательных муфтах, а также минимальное время их остывания после стыковки.





