Изготовление трубогиба самостоятельно
И вот наша статья дошла до самого главного – момента непосредственного изготовления трубогиба. Может первоначально и кажется, что такая работа не требует особого рвения и внимания, но это далеко не так. Если вы взялись за изготовление, то вам придется уделить этому процессу максимум усилий и тщательно анализированный подход. Ведь неверно выбранный или с дефектами материал приводит к различным дефектам проявляющихся уже во время работы самого механизма.
Самым простым способом получения требуемого угла, использование шаблона. Такой способ применим для изделий из алюминия и некоторых стальных сходных образцов. Для этого нужно с помощью досок соорудить моделирующее устройство. Они выпиливаются диаметром несколько больше нежели элемент сгибания. После этого, готовые доски скрепляются наиболее доступно и удобно для вас.
Готовый шаблон прикрепляем к каркасу (на ваш выбор) и уже впритык к нему закрепить ступор, необходимый для трубы, чтобы она находилась в неподвижности.
Вот так незамысловато, изготавливается простейший трубогиб. Кстати, такой механизм подходит для работы с материалом более крепкого состава, который сложно согнуть вручную. Только для этого может потребоваться лебедка.
Второй вариант, рассматриваемый здесь – это устройство для профильной трубы. И тут без моделирующего устройства не обойтись. С одним исключением – не стоит выпиливать скос, а фиксация осуществляется парой – тройкой ограничителей.
Также, самостоятельному изготовлению доступен и прокатный трубогиб, делается из дерева для профильной трубы.
Технологическая сложность изготовления трубогибов во многом зависит от свойств самой трубы, например, ее гибкости. Чтобы согнуть трубу из гибкого материала, подойдет и деревянный инструмент, тогда как необходимость сгибания трубы из более крепкого металла, вызовет поломку и необходимость замены некоторых деталей на более мощные.
Изготовление металлического трубогиба дома, требует обязательно:
- Гидравлический домкрат;
- Швеллер;
- Пара роликов;
- Башмак;
- Металлические пластины.
Швеллер необходим для сварки прямоугольной конструкции, в высоту максимального положения домкрата. На основание устанавливается домкрат, который закрепляется металлическими пластинами. Все делается крепко, даже жестко. Домкрат функционирует как толкатель, а ролики прокручивают изделие. Причем последнее является наиболее сложным, ведь они должны иметь необходимый диаметр, чтобы полностью обхватывать трубу.
Качественными характеристиками этого гидравлического инструмента, является дешевизна и доступность всех необходимых составных. Их общедоступность позволяет каждому хозяину самостоятельно изготовить такой необходимый в домашнем хозяйстве инструмент и сгибать в холодном состоянии стальные трубы
Это важно, если есть необходимость в монтаже сантехники и водопровода или при реставрации авто
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
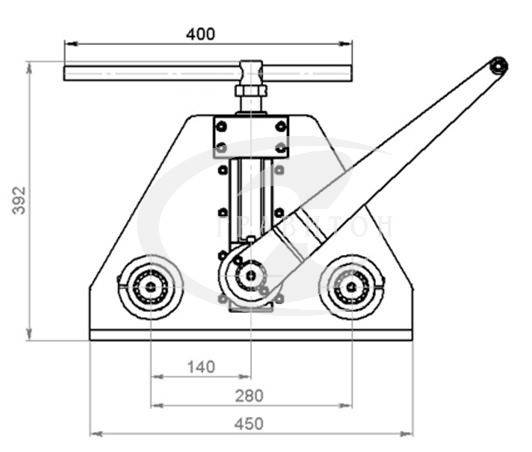
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Устройство и принцип работы трубогиба
Сама процедура по изгибанию трубы практически не сложная, но требует особого внимания. В процессе гибки она может получить дефекты в виде растягивания стенки и уменьшения ее толщины в месте изгиба, что приведет к уменьшению прочности трубы. Также место изгиба может изменить конфигурацию разреза и вместо круглого сечения принять форму эллипса, что значительно снижает внутреннюю пропускную способность жидкости, проходящей по трубе.
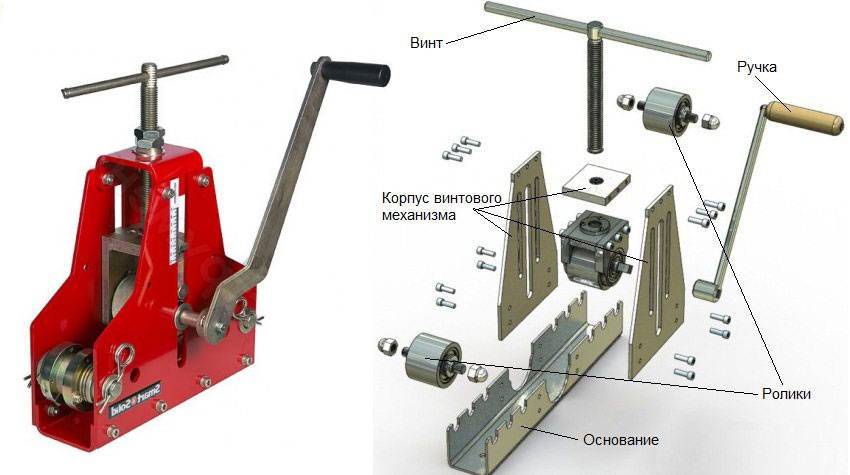
Особенности конструкции
Чтобы дефекты при изгибании были минимальными, выбирая или изготавливая для работы трубогиб, нужно понимать, как он работает. Изготовление устройства по выгибанию труб состоит из трех этапов:
- На специальном держателе трубогибочного приспособления закрепляется пуансон (шаблон), по которому будет выгибаться трубная заготовка.
- С помощью трубореза обрезается определенной длины заготовка из трубы и устанавливается в это гибочное устройство.
- При помощи рычага на заготовку производится определенное силовое воздействие, вследствие чего она изгибается под определенным углом.
Подобные ручные устройства для выгибания трубчатых заготовок могут иметь механический или гидравлический привод, при этом эти два варианта прекрасно подходят для домашней мастерской.
Принцип работы практически всех трубогибочных устройств одинаков. Заготовка закрепляется в специальном приспособлении и под определенным усилием принимает требуемый угол изгиба.
Существуют различные трубогибочные устройства, и, естественно, в каждом из них используется своя система силового воздействия. Например, в устройствах арбалетного или гидравлического типа на сгибаемый участок трубы воздействует точечное усилие.
По другой схеме изгиб производится при помощи нескольких роликов, между которыми прокатывается заготовка, получается определенный угол изгиба. По такой схеме работают трубогибы, укомплектованные специальными вставками для труб (дорнами).
Для чего нужен дорн
Чтобы разобраться, для каких целей используются дорны, нужно знать, что может произойти с трубой во время ее загибания, если не использовать дорн. Например, при изгибании заготовки на некоторые ее участки в месте изгиба действуют две противоположные силы:
- Сжатие стенки внутреннего радиуса, при котором металл, деформируясь, образует волнистую поверхность (гофру).
- Растяжение. При этом металлическая стенка наружного радиуса изгиба растягивается, за счет чего она делается тоньше. Естественно, это практически до 50% может ослабить прочность трубы на участке произведенного загиба.
Технология изготовления
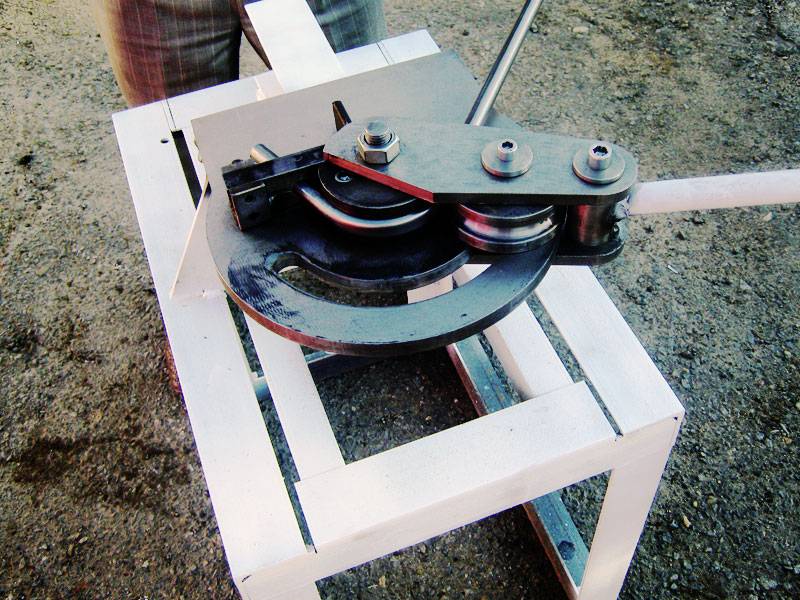
Описание процесса изготовления роликового трубогиба сводится к следующим особенностям.
- Для сгибания труб из цветмета (например, медных, применяемых в качестве хладагентной трассы кондиционера) прижимающий ролик делается деревянным. Для такого ролика применяют обрезок толстой доски или клеёную фанеру (клеёный брус, оставшийся, например, после строительства деревянной бани). А вот для гибки стальных труб данный ролик изготавливается в виде стальной детали.
- В роликовом трубогибе один ролик оставляется неподвижным, другой делается передвижным. В качестве направляющей для его передвижения – в определённой степени – выступает сгибаемая труба. Круглая труба, не имеющая повреждений, идеально ровная по всей длине. Роликовый трубогиб позволяет сгибать, к примеру, трубы от 12 до 40 мм в диаметре. Целесообразно изготовить несколько роликов – для разных радиусов гибки. Все они должны быть отсоединяемыми.
- Основание, согласно большинству чертежей, делается из стали или из фанеры, сделанной, к примеру, из дуба или самшита, обладающих предельной прочностью. П-образный упор, обладающий централизованный и прижимающий ролики изготавливают как стальную конструкцию.
- Центральный ролик вынуждает сделать конструкцию трубогиба таким образом, чтобы обеспечивалось вращение держателя. На противоположной стороне от главного ролика фиксируется длинный рычаг, за который рабочий сгибает трубы на трубогибе. Длинный рычаг – от 1 м и более – позволяет мастеру идеально и оперативно согнуть трубу с диаметром в десятки миллиметров. Радиус изгиба трубы варьируется в широких пределах – в норме он равен 10 внешним диаметрам поперечного разреза сгибаемой заготовки.
- Для удержания трубы на раму устанавливается один или несколько хомутов. Они не дадут трубе сорваться в процессе гибки.
- Когда используется двигатель, то нужен и понижающий обороты редуктор. Вместе эти функциональные блоки образуют надёжный в работе электропривод.
Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:









- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.
 Гибка профильной трубы без использования трубогиба домаМеталлическая труба квадратного сечения считается универсальным строительным материалом для арочных и полукруглых конструкций. Примером может служить полукруглая арка для теплицы, гнутый козырек из… Для исключения негативного влияния концентраторов напряжений все внешние поверхности материала должны быть очищены от окалины и ржавчины.
Гибка профильной трубы без использования трубогиба домаМеталлическая труба квадратного сечения считается универсальным строительным материалом для арочных и полукруглых конструкций. Примером может служить полукруглая арка для теплицы, гнутый козырек из… Для исключения негативного влияния концентраторов напряжений все внешние поверхности материала должны быть очищены от окалины и ржавчины.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Улитковый трубогиб
В конструкции присутствует вилка, передвигающаяся по направляющим. За счёт движения вилки меняется положение ролика и осуществляется гибка. Направляющие должны иметь ограничительные упоры.

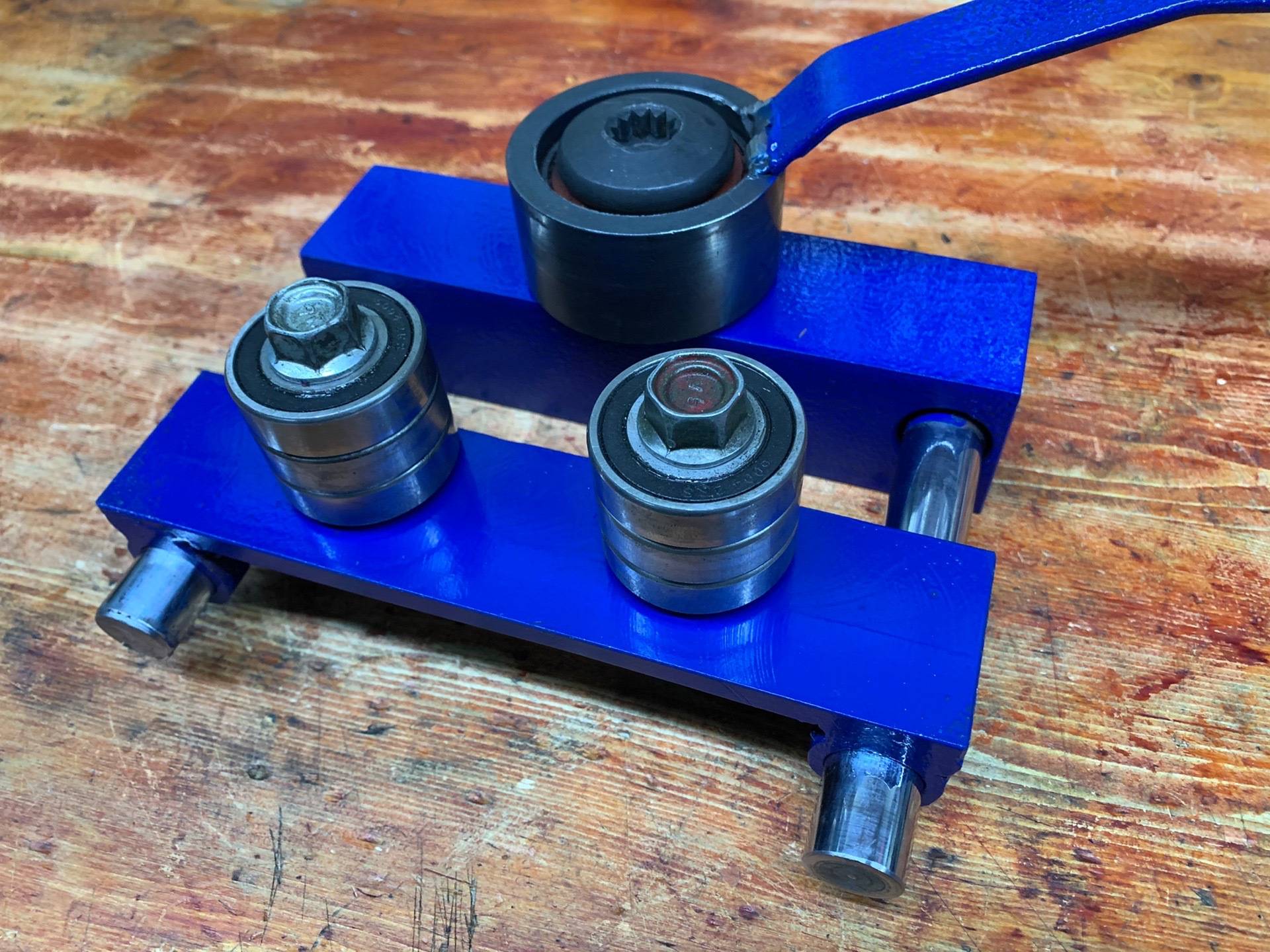
Ролики монтируются в подходящие по размерам отверстия, которые нужно предварительно выполнить в вилке. Изгибание производит маленький ролик, а большой фиксирует заготовку. Для смещения вилки на её обратной стороне делается прочная рукоять.

Этапы сборки трубогиба:
- Изготовления вилки для прижима ролика.
- Изготовление или покупка роликов подходящих размеров.
- Установить ролики на вилку. Крепёж лучше сделать с помощью болтов. Конструкция должна быть съёмной, чтобы можно было регулировать радиус.
- Изготовить станину из листа стали толщиной от 8 мм.
- Установить ограничители движения вилки на направляющие.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
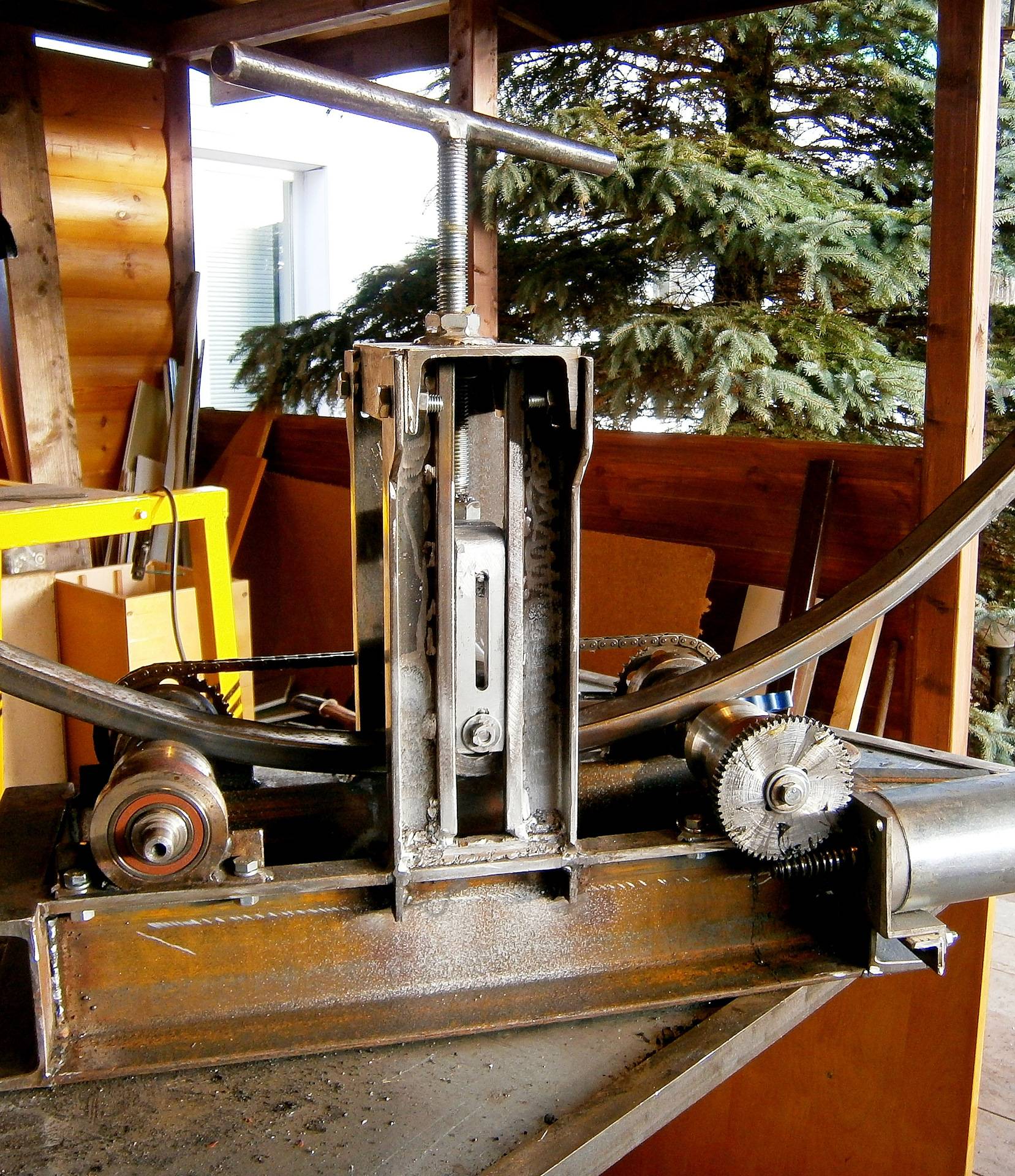
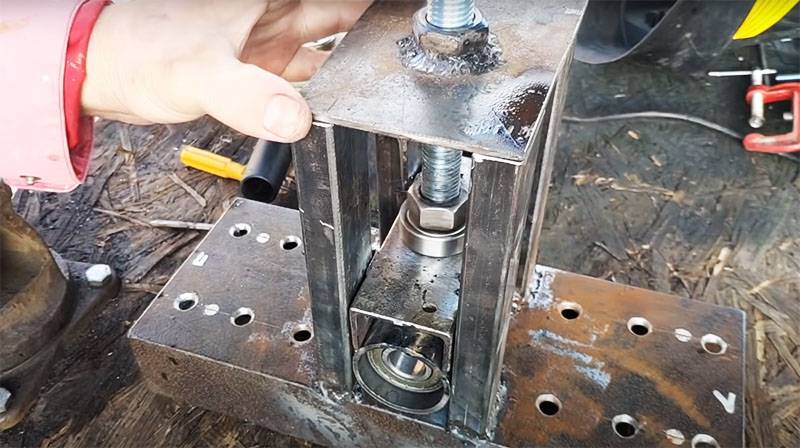
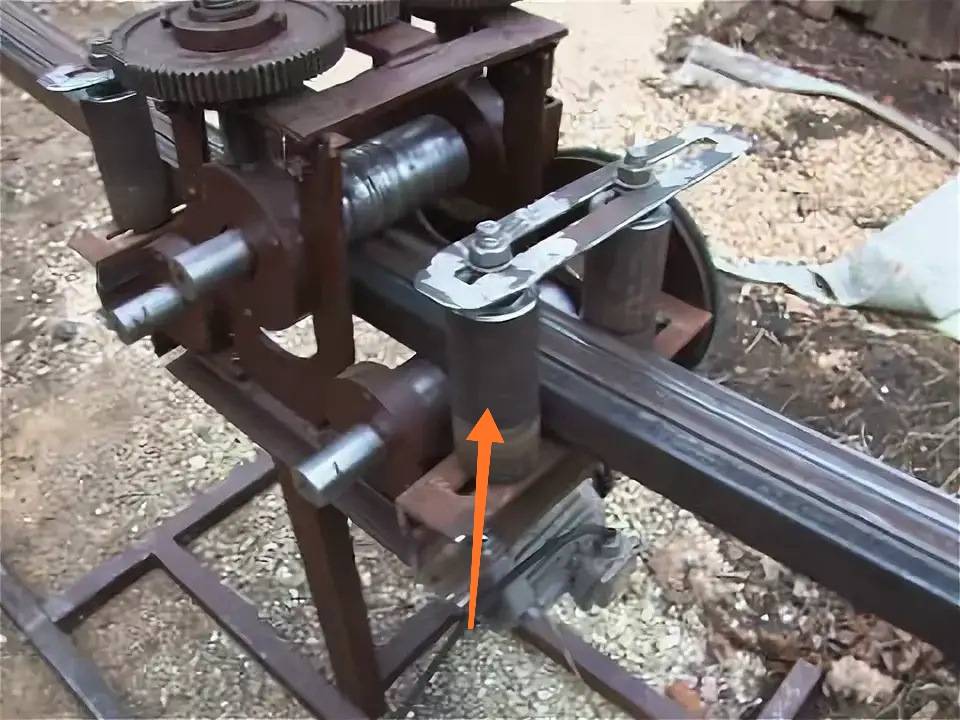
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.






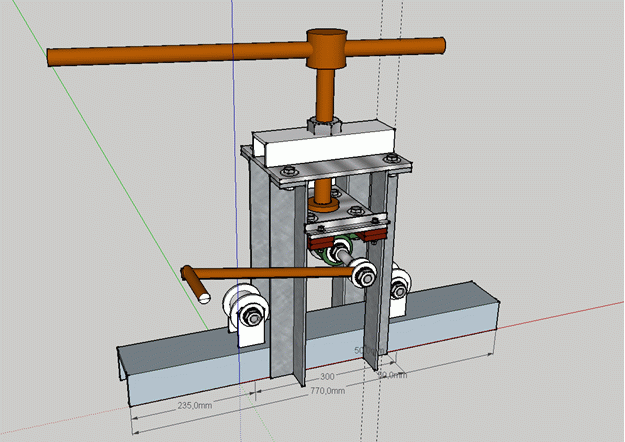
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Полезные советы «первопроходцам»
Для тех, кто впервые столкнулся с гибкой профилей, рекомендуется учитывать некоторые особенности технологии обработки этого вида труб. К примеру, опытные мастера никогда не жертвуют качеством сгиба ради экономии времени.
Разумно провести несколько слабых жимов регулировочным винтом и несколько проходов по вальцам, нежели всё сделать за один раз. Такой подход полностью исключает деформацию профильной трубы и существенно снижает нагрузку на приводы (или на мышцы мастера).
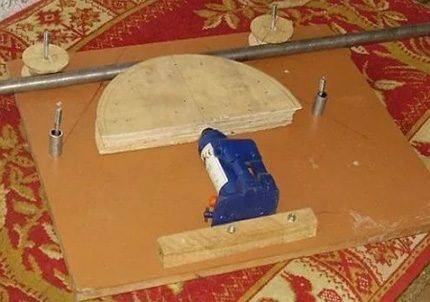
Изготовленный шаблон под требуемый радиус сгиба трубы. Подобные шаблоны изготавливают и для профильных труб
Рекомендуется работать с роликами такой конфигурации, которая соответствует профилю трубы. Так, если имеется соответствие размера ширины ролика размеру поперечного сечения профиля, сгиб будет точным и аккуратным. К тому же мастеру не придётся периодически поправлять трубу, съезжающую от центра опорного ролика к его крайней границе.
Прежде чем начинать операцию сгиба профильной трубы, желательно изготовить шаблон по заданному радиусу сгиба. Если шаблон изготовить невозможно по каким-то причинам, можно ограничиться расчётом расстояния, получаемого между двумя контрольными точками после сгиба трубы. Зная расчётные цифры, заготовку можно гнуть трубогибом без периодических контрольных замеров, сокращая, таким образом, время работы.
Изготовление изделия
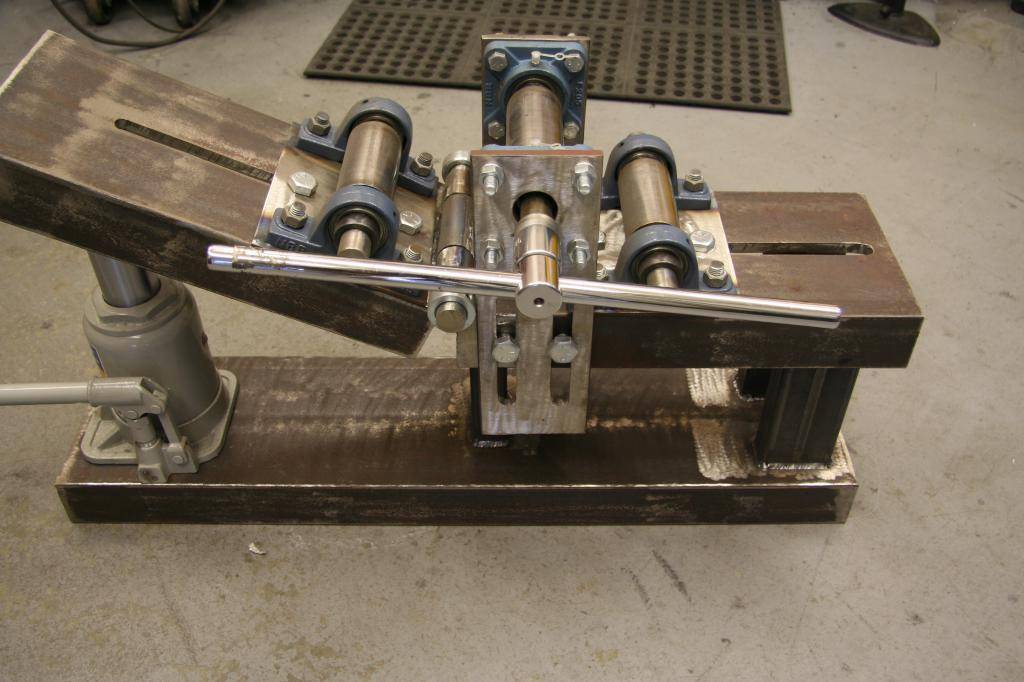
Практически все вышеуказанные приспособления предназначены для загиба круглых труб. К примеру, на крюках не получится выполнить загиб заготовки квадратной формы. Для этих целей применяется роликовый трубогиб для профильного металлопроката. Если внимательно изучить простую технологию сборки, то вполне можно соорудить практичный и удобный станок. Из материалов потребуется:
- 3 вала;
- металлический профилированный каркас;
- ролики;
- домкрат.
Инструкция для сборки:
- Из металлических профилей делается каркас, поэтому не обойтись без сварочных работ. Устройство должно прочно закрепляться на столешнице, следовательно, внизу рамы с помощью сварки фиксируются крепежи. Между верхними и нижними валами будут монтироваться две опоры по вертикали: с выбранной одной стороны или в середине. На том участке, где опора отсутствует, будет закрепляться валик с профилем, он должен быть зафиксирован на болты. Для поднятия механизма используется домкрат.
- В той части каркаса, которая будет сдвигаться, необходимо приварить валы. Они размещаются по обе стороны: справа и слева. Для третьего прижимного вала изготавливаются специальные опоры. Его также следует прихватить.
- На этом этапе сооружается стальная ручка. Она фиксируется к прижимному валу с помощью сварки.
- Чтобы в процессе работы сгибаемое изделие не соскакивало, следует прихватить вертикальные ролики и валы, которые должны находиться между прижимным и боковым валом. При работе, труба будет пропускаться через колесо и тонкий вал — это сохранит устойчивость и предотвратит сдвиг профильного изделия.
- В конце работы закрепляется домкрат под смещающуюся часть профиля. Инструмент можно использовать любой — обыкновенный реечный или гидравлический цилиндрический. Для удобства, деталь закрепляется на раме.
Характеристика и принцип работы трубогиба
Приспособление предназначается как для сантехнических работ, так и для гибки пластин и подобного материала. Но чаще его используют для отводов и фитингов. Вся категория отводов производится по таким стандартам:
- имеют радиус: 1,0 Ду и 1,5 Ду;
- градус поворота составляет 45, 60, 90 и 180.
Такие параметры невозможно использовать во всех ситуациях. Поэтому, чтобы придать нужную форму конструкции из труб, следует воспользоваться трубогибом. Он бывает ручным и механическим.
Сантехникам и кузнецам не обойтись без специального станка для сгибания металлических труб, пластин и арматуры. Особенно тем, которые решили сооружать своими руками разнообразные постройки, например: нестандартные ограждения, арочные конструкции, парники и многое другое.
Важно! Самодельное приспособление не ограничивается в бытовом применении, поэтому его можно использовать в целях полупрофессиональной деятельности. Цена на заводские устройства довольно высокая, следовательно, сделав трубогиб своими силами можно значительно сократить денежные расходы
Устройство для гибки труб классифицируются по:
- методу воздействия штоком (арбалетный тип) и обкатке (роликовый тип);
- типу привода, который бывает ручным, электрогидравлическим, электрическим и гидравлическим;
- уровню мобильности (транспортируемый и непереносной).
Устройство работает следующим образом:
- Обкатка. Такой метод предполагает зажатие одного края трубы, и чтобы выполнить изгиб, применяется неподвижное лекало. По периметру шаблона для обкатки изделия предназначаются прижимные ролики.
- Намотка. Работа на этом устройстве заключается в таком принципе: к подвижному ролику прижимается труба, на него будет производиться намотка. Изделие пропускается через вращающийся ролик при помощи специального упора — деталь монтируется в изначальной точке загиба.
- Арбалетный тип. Прибор оснащен роликами в количестве двух штук, на эти детали выполняется установка изделия. Лекало играет роль сгибания и находится на подвижном штоке. Материал закрепляется и производится сдавливание середины участка до необходимой формы.
- Вальцовка и прокатка. С трехвалковым приспособлением можно получить необходимый радиус загиба. Конструкция состоит из одного центрального ролика и двух опорных. При помощи центрального ролика осуществляется давление на трубу, которая смещается с таким расчетом, чтобы получился нужный радиус.
Трубогиб прокаточного типа считается более универсальным. В остальных вариантах применяемый шаблон влияет на радиус загиба.
https://youtube.com/watch?v=bE8ZlijaK7M
Арбалетный трубогиб с пуансоном сделать самостоятельно
Называются трубогибочные станки по причине схожести с таким видом оружия, как арбалет. Только вместо стрел используется гидравлический домкрат, воздействующий на профиль или трубу, выполняя их изгибание. Чтобы сконструировать трубогибочную машину арбалетного типа, понадобится воспользоваться сварочным аппаратом. Для реализации задумки понадобится выполнить следующие действия:
- Изготавливается рама конусообразной конструкции. Для этого применяются уголки, швеллера, профиль и т.п.
- Две стальные пластины соединяются при помощи подвижных вальцов, посредством которых происходит изгибание детали
- Внутри между вальцами располагается домкрат, на который надевается башмак С-образной формы или пуансон
- На башмаке должны быть канавки, посредством которых исключается вероятность соскальзывания трубки или профиля
Это интересно! Пуансон можно купить или изготовить самостоятельно. Для изготовления понадобится трубка, из которой изготавливается посадочное место под изгибаемый материал.

Использовать подобные трубогибы рекомендуется для сгибания труб, так как другие формы изделий посредством такого станка будут попросту деформироваться. Сделать такое приспособление не трудно, но для этого понадобится гидравлический домкрат.

Ниже в видеоролике показано, как сделать арбалетный трубогиб своими силами.
https://youtube.com/watch?v=YoG0d5OqeCc%3F
Как сделать улитковый трубогиб?
Самостоятельное изготовление улиткового трубогиба может показаться сложным. В действительности, это устройство собрать не труднее, чем роликовый трубогиб. Процесс отличается только используемыми деталями и временем сборки.
Улитковый трубогиб позволяет выгибать профиль по всей длине сразу, а не только в одном месте. За это свойство он получил популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый роликовый трубогиб не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, то предложенные материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба понадобятся:
- Швеллер – 1 метр.
- Листовое железо.
- Три вала.
- Две звездочки.
- Металлическая цепь.
- Шесть подшипников.
- Металлическая 0,5-дюймовая труба для изготовления воротов – 2 метра.
- Втулка с внутренней резьбой.
- Прижимной винт.
Особенное внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звёздочки можно взять от старых велосипедов, но они должны быть абсолютно одинаковые по размерам

Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, ведь на них будут приходиться высокие нагрузки при работе
Перед выбором и покупкой всех материалов нужно нарисовать чертеж со схематичным изображением всех элементов конструкции, чтобы не докупать их в процессе изготовления трубогиба.
Процесс сборки улиткового трубогиба
Сборка любого оборудования начинается с составления чертежной схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы в фотоинструкции:
- Сварить основание инструмента из двух параллельно расположенных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Одеть на валы подшипники и приварить две таких конструкции к основанию. Желательно ограничить валы металлическими планками или расположить их во внутренней полости швеллеров.
- Одеть звездочки и приварить их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие прижимного механизма.
- Одеть подшипники на прижимной вал и собрать конструкцию пресса с боковыми ограничителями из планок или швеллеров.
- Сделать основание для втулки и приварить её к пластине. Вкрутить прижимной винт.
- Приварить к верхнему краю прижимного винта и к ведущему валу ворот из труб.
- Смазать подшипники машинным маслом.
Несколько полезных советов:
Галерея изображений
Фото из
Сваривание двух швеллеров между собой
Приваривание вала к основанию трубогиба
Одевание цепи на звездочки
Приваривание вертикальной направляющей планки
Сборка прижимного вала из швеллера
Приваривание резьбовой втулки к пластине
Вороты на винте и ведущем валике
Улитковый трубогиб в работе
После сборки трубогиба и его испытаний можно покрасить конструкцию антикоррозийной краской для лучшей сохранности сварочных швов. Чтобы повысить удобство работы, к направляющим дополнительно прикрепляется пружина для возврата пресса в верхнее положение.