

Инструменты для полипропиленовых труб

Для работы с полипропиленовыми трубами оптимально использовать следующие виды специальных инструментов:
- измерительные;
- режущие;
- зачистные;
- сварочные.
Рассмотрим каждую группу инструментов более подробно.
К измерительным инструментам относятся:
- рулетка;
- карандаш.
Подготовительный этап при монтаже трубопровода из полипропилена подразумевает под собой разметку труб необходимой длины, в этом случае, никак не обойтись без карандаша и линейки.
Как правило, полипропиленовые трубы нарезают по длине прямых участков будущей системы водопровода или отопления. При этом можно использовать следующие виды режущих инструментов:
специальные ножницы, лезвиями которых изготовлены с высококачественной стали в идеале дают ровный срез, однако, этот вид инструментов позволяет разрезать трубы лишь диаметром до 110 мм;
 Ножницы для полипропиленовых труб
Ножницы для полипропиленовых труб
роликовые труборезы оптимально использовать для резки труб из полипропилена диаметром от 60 мм, причем этот вид инструментов может быть ручным или с электрическим приводом.
 Ручной роликовый труборез
Ручной роликовый труборез
Но если в домашнем хозяйстве нет указанных режущих инструментов, да и работы совсем немного, то с помощью чего можно выполнить разрез полипропиленовой трубы?
С тем же успехом разрезать трубопровод из полипропилена можно с помощью обычной ножовки по металлу или болгарки, которые у хорошего хозяина всегда окажутся под рукой.
Однако при резке болгаркой или ножовкой по металлу стоит взять во внимание следующие советы:
- после резки ножовкой плоскость среза стоит аккуратно обработать напильником, чтобы убрать заусеницы;
- перед тем как резать болгаркой, желательно четко зафиксировать трубу, что значительно повысит уровень безопасности, при этом, рез получится идеально ровным.
Инструменты для зачистки полипропиленовых труб могут быть как ручными, так и механическими.
Каждый человек может подобрать себе инструмент, которым ему удобно будет обрабатывать изделие.
Линейку зачистных инструментов можно представить в следующем виде:
шейвер предназначается для наружной зачистки торца изделия, при этом с помощью легкого поворота этого инструмента получается аккуратный гладкий срез;
 Шейвер для зачистки полипропиленовых труб
Шейвер для зачистки полипропиленовых труб
торцеватель для труб используется для срезания среднего слоя (фольги) на требуемую глубину;
 Торцеватель для труб
Торцеватель для труб
фаскосниматель применяют для быстрого снятия фаски под углом 15 градусов.
 Фаскосниматель для труб
Фаскосниматель для труб
Если под рукой не оказалось указанных инструментов, то некоторые мастера советуют использовать обычный хорошо наточенный нож, но при этом стоит понимать, что все работы стоит проделывать очень аккуратно, чтобы не травмироваться.
При выборе зачистных инструментов для труб из полипропилена необходимо взять во внимание следующие немаловажные аспекты:
- какой диаметр труб, которые будут обрабатываться;
- где располагается алюминиевое армирование трубы: внутри или снаружи!
Сварочный инструмент является основным при монтаже трубопроводов из полипропилена. Он также имеет другое название – паяльник для полипропилена, который состоит из следующих конструктивных элементов:
- металлическая пластина с отверстиями;
- нагревательный элемент с плавным терморегулятором;
- набор сменных насадок, которые предназначены для одновременного разогрева трубы и фитинга.
 Сварочный аппарат для полипропиленовых труб
Сварочный аппарат для полипропиленовых труб
При выборе паяльника стоит обратить внимание на ряд следующих важных моментов:
- мощность инструмента;
- плавная регулировка температуры;
- точное градуирование;
- количество насадок в комплекте;
- производитель оборудования.
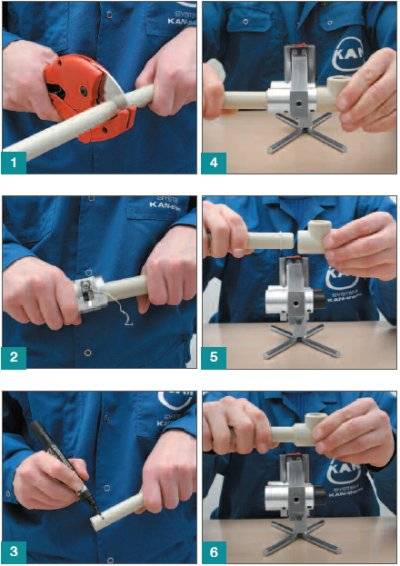
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.









Температурные параметры монтажа
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб, которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Подготовка к монтажу ПП труб
Чтобы осуществить монтаж ПП труб, важно тщательно изучить схему системы водоснабжения и обогрева, подготовить ряд инструментов и ознакомиться с пошаговой инструкцией. Все работы выполняются в несколько этапов
Все работы выполняются в несколько этапов.
Этап 1 составление проекта
Перед закупкой материалов для монтажа труб своими руками нужно составить схему их подключения. Для связывания батарей с контуром отопления используют следующие методики:
- Проточная.
- Монтаж с нерегулируемым байпасом.
- Монтаж с вентилями.
- С трехходовым клапаном.
Еще домашний водопровод может отличаться схемой разводки. Сегодня используют две технологии монтажа полипропиленовых труб:
- Параллельная. Выполняется по такому принципу: на входе системы водоснабжения устанавливают коллектор, напоминающий флейту. С его помощью можно создавать ряд отводов в любом удобном направлении.
- Тройниковая (считается традиционным решением).
От каждого отвода протягивают отдельную трубу. Плюсом этой системы является одинаковый уровень давления во всех точках разбора жидкости, а минусом — необходимость использования большого количества труб. При этом, если один элемент будет поврежден, остальные детали будут работать без сбоев.
Последняя схема называется последовательной и заключается в прокладывании единой трубы для всей сантехники. Дальше от нее проделываются отводы посредством тройника.
Этап 2 подготовка инструментов
Работа с полипропиленовыми трубами предусматривает применение специального инструмента. Стоимость всех приспособлений будет варьироваться от 5 до 10 тыс. руб. Базовый набор состоит из:
- Сварочного оборудования или паяльника для работы с полипропиленом.
- Ножниц для нарезки труб.
- Шейвера для удаления покрытия из алюминия.
- Калибратора,с помощью которого можно будет следить за диаметром всех составляющих.
- Деталей для прогревания элементов спайки.
| Фотография инструмента | Название |
|---|---|
| сварочный аппарат, для работы в домашних условиях рекомендуется использовать агрегаты, предназначенные для сварки труб ПП небольшого и среднего диаметра – до 63 мм. | |
| Труборез – идеальное устройство для отсечения полипропилена. | |
| Шейвер – предназначен для удаления слоя армировки. | |
| Торцеватель нужен для качественной стыковки трубы | |
| Маркер для разметки труб. | |
| При помощи строительного уровня и карандаша нарисуйте на стене направление труб | |
| Рулетка – один из главных инструментов в стройке. | |
| Обезжириватель нужен для удаления нечистот с поверхностей сварочных стыков. |
Кроме того, необходимо найти разводной ключ, рулетку и маркер. Если конструкции из ППР и монтаж трубопроводов внедряются один раз, лучше попросить инструментарий у друзей или взять их в аренду.
Этап 3 выбор полипропиленовых фитингов
Чтобы осуществить прокладку водопровода из полипропиленовых труб своими руками и совместить их с домашней сантехникой, следует приобрести специальные ПП-фитинги. Среди них:
- Переходники.
- Отводы ниппельного типа.
- Соединяющие муфты.
- Тройники.
- Заглушки.
- Крестовины.
- Шаровые краны.
- Хомуты.
Поскольку качество изготовления фитингов может отличаться, необходимо подбирать их с учетом особенностей трубы.
Этап 4 выбор схемы соединения
Для разводки водопровода в квартире полипропиленом, следует найти схему соединения. Специфика пайки может отличаться для труб разного диаметра. Одинаковые по толщине трубы соединяются встык, а разные — с помощью раструбного метода. Он подразумевает собой стык одной части трубы в расширенный фитинг.
1. Верхний шаровой кран на полотенцесушитель. 2. Шаровой кран на перемычку. 3. Нижний шаровой кран на полотенцесушитель. 4. Основной кран на горячую воду. 5. Фильтр — «Грязевик» 6. Счётчик. 7. Фильтр тонкой очистки. 8. Редуктор давления. 9. Коллектор. 10. Основной кран на холодную воду.
Соединение ПП изделий бывает разъемным или неразъемным. В первом случае к концам деталей припаиваются резьбовые фитинги. При неразъемном монтаже сливаются две конструкции из полипропилена.
Ошибки при варке труб своими руками
Результат плохой пайки
Первый опыт сборки полипропиленового трубопровода может привести к непрочным соединениям и деформации элементов
Самые распространенные проблемы, на возможность появления которых следует обращать внимание при работе:
- деформация трубопровода
- частично перекрытие просвета полимерным материалом
- плохое качество сварки
В зависимости от причины последствия могут проявиться сразу или спустя некоторое время.
Зазоры и перекос конструкции
Неплотное прилегание спаянных частей
Причинами нарушения геометрии трубопроводной системы могут быть:
- плохая фиксация длинных элементов в процессе сварки и остывания
- неполная вставка трубы в фитинг
- низкая температура нагрева
Создание напряжения в жесткой системе может привести к разрыву трубы, непосредственно после спайки элементов эта ошибка имеет эстетический эффект. В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально – соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.
Соблюдение геометрии соединений обеспечит не только визуально привлекательный вид трубопровода, но и герметичность соединений за счет расположения элементов друг относительно друга.
Несоблюдение температурного режима сварки
Последствия перегрева при соединении
Если недостаточная температура при сварке приводит к негерметичности, результатом перегрева может стать попадание расплавленного полимера внутрь трубопровода, его локальное сужение и ухудшение пропускной способности.
Лучшие ноутбуки для работы и учебы | ТОП-15: Рейтинг 2022 + Отзывы
Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.

Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками – это исключит прилипание полипропилена и повысит качество соединений.

Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.
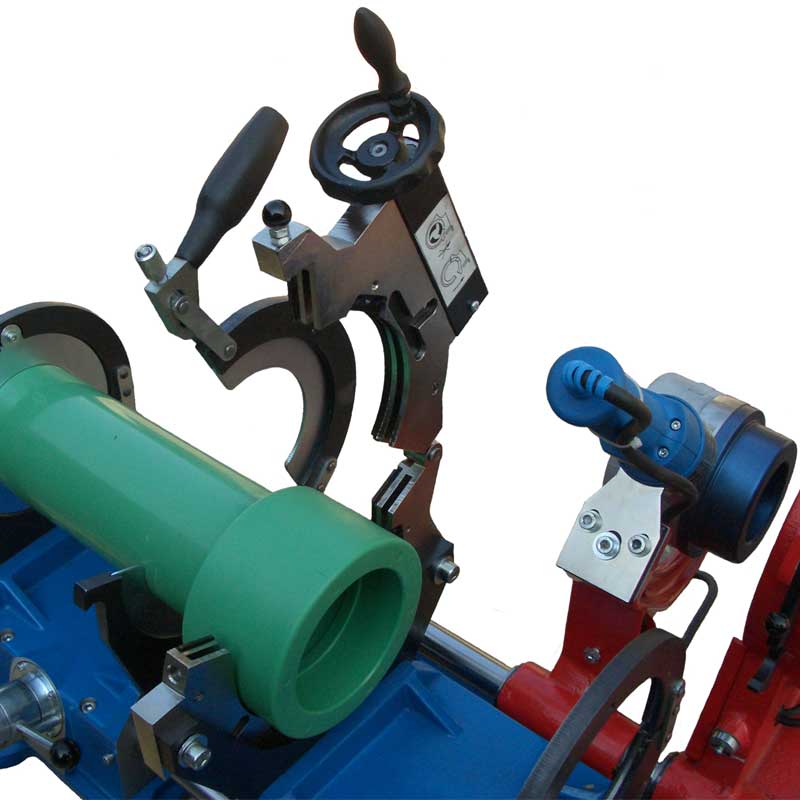
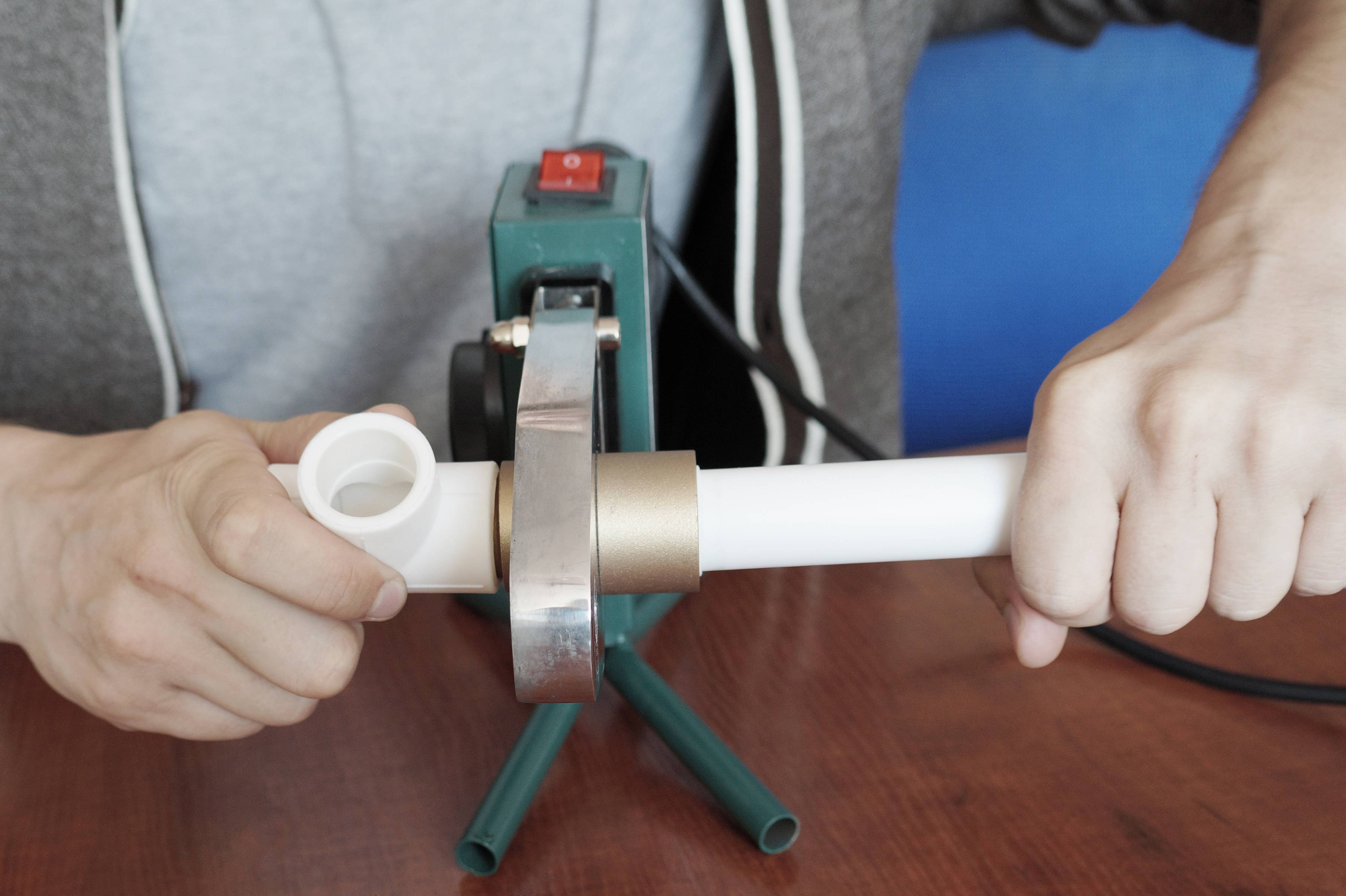








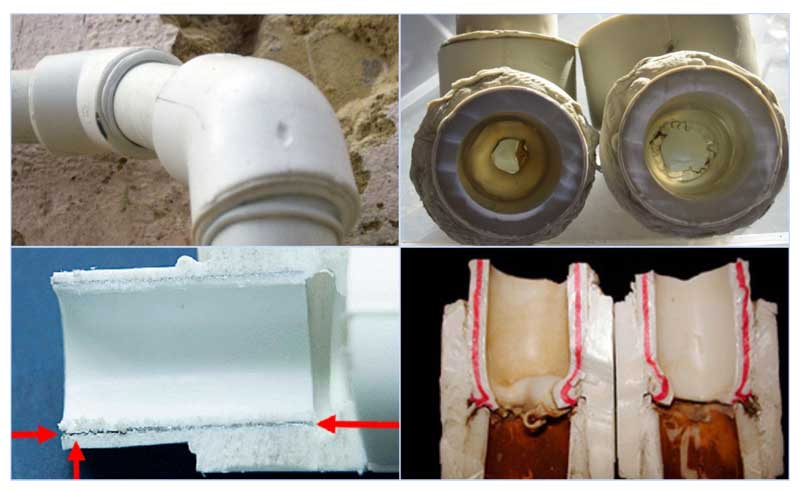
Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов – если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось – в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.
Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Для качественной пайки в труднодоступных местах большое значение играет качественный выбор паяльника – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Этап второй. Сварка полипропиленовых труб
Сварка полипропиленовых труб
Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.
Сварочный аппарат
Шаг первый. Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.
Ножницы для резки полипропиленовых труб
Шаг второй. Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий. С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.
Ошибки при сварке полипропиленовых труб встык
Шаг четвертый. ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).
Таблица технологической паузы
Шаг пятый. По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.
Процесс сварки полипропиленовых труб
Шаг шестой. На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.
Сварка полипропиленовых трубСварка полипропиленовых труб
Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Изготовление сварочного аппарата
Ввиду того что более-менее хороший сварочный аппарат стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:
- термальную пасту для компьютеров;
- утюг старой модели;
- болт, шайбу к нему;
- электрическую дрель;
гильзу (насадку) нужного диаметра.
Последовательность действий должна быть следующей.
Шаг первый. С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй. Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий. Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый. Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология пайки идентична описанной выше.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).

![[инструкция] пайка полипропиленовых труб | видео](https://loftecomarket.ru/wp-content/uploads/2/8/b/28bac23c7b9250975007edd5469fbf50.png)








Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:





