

Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.

Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.

Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.
Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.
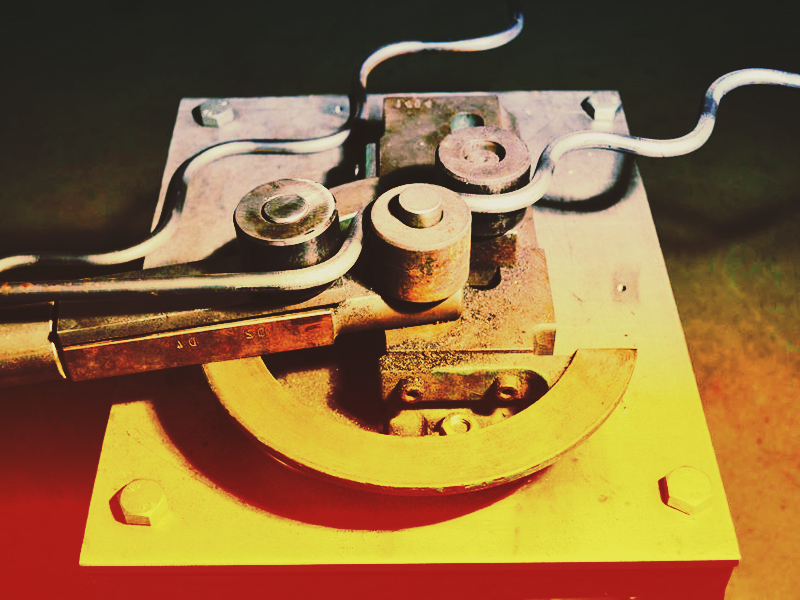
Волна и зигзаг
Теперь у нас на очереди инструмент и оснастка для волновой и загзагообразной гибки длинномерных заготовок. Упомянутые вначале гнутик и протяжно-нажимной гибочный станок своими руками не воспроизводимы. Кроме того, первый позволяет настраивать шаг и профиль в относительно небольших пределах, а второй дорог. Однако универсальный волногибочный станок все-таки можно сделать своими руками по образцу того, что слева на рис. Заказать придется только вальцы, они должны быть из хромоникелевой или инструментальной стали; остальное – из простой конструкционной, на скобы и дугу нужен лист (полоса) от 8 мм. В дуге устанавливаются ограничители, позволяющие точно выдерживать профиль волны, но рабочие нагрузки на нее передаются в значительной степени; собственно, дуга обеспечивает поперечную жесткость конструкции.
Оснастка для гибки волн при холодной ковке
Гнуть только плавные, но весьма разнообразные, волны можно, добавив к станку-улитке с поворотным лемехом ворот для волн, справа на рис. Рукояти используются прежние, т.к. они вворачиваются в резьбовые гнезда на головке ворота. Коренной (центральный) ролик желательно делать отдельным и крепить к станине болтами с головками впотай. В таком случае, ставя ролики разного диаметра (диаметров), возможно формировать волны переменного и несимметричного профиля. А если обводной ролик выполнить переставным (для чего в его водиле проверливается ряд отверстий), то можно в довольно широких пределах менять и шаг волны.
О соединении элементов и покраске
Кованые детали нужно собрать в единую композицию. Простейший способ – сварка и последующее заглаживание швов болгаркой с зачистным кругом: он толще отрезного (6,5 мм) и выдерживает изгибающие усилия. Но гораздо эффектнее смотрятся соединения фасонными хомутами, их штампуют из полосы от 1,5 мм на инерционном штампе; можно также достаточно быстро и без опыта отковать по-горячему, см. ниже. Заготовку хомута делают в виде П-образной скобы на оправке в размер соединяемых деталей и загибают ее крылья с тыла на месте большим слесарным молотком или кувалдой 1,5-2 кг по-холодному. Красят готовое изделие, как правило, кузнечными эмалями или акриловыми красками по металлу. Эмали с пигментом из кузнечной патины дороже, но лучше: высохшие, они цвета благородного несколько под старину, не отслаиваются, не выгорают, износо- и термостойки
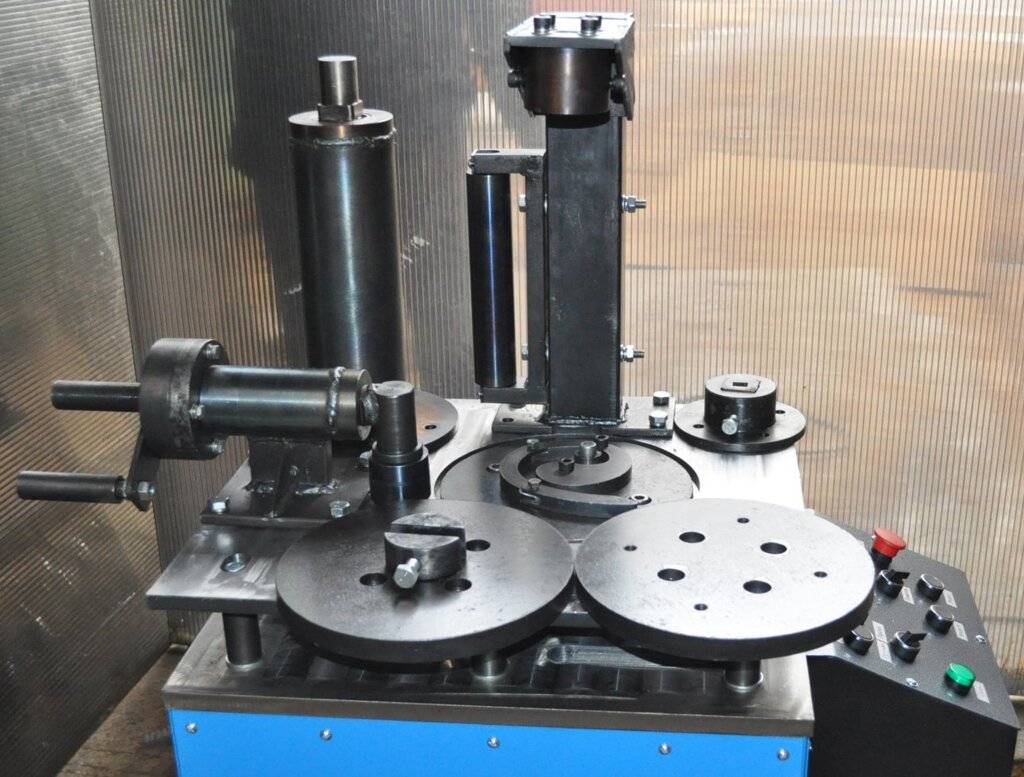
Как обойти камень
Т.е. камень преткновения во всем вышеописанном: фасонные наконечники прутьев; без них забор не забор, ворота не ворота и калитка не калитка. Инерционный штамповочный пресс (поз. 3 на рис. с видами станков) дорог, но эффективен. Он работает по принципу маховика: вначале, плавно вращая коромысло (штангу с грузами), отводят винтовой боек назад до упора. Затем вкладываютт в гнездо сменный штамп, ставят заготовку. Далее быстро раскручивают коромысло в обратную сторону (это момент травмоопасный!) и оставляют его свободно вращаться – пошел рабочий ход. В конце него боек очень сильно бьет по хвостовику штампа; за счет инерции грузов развивается усилие, достаточное для штамповки.
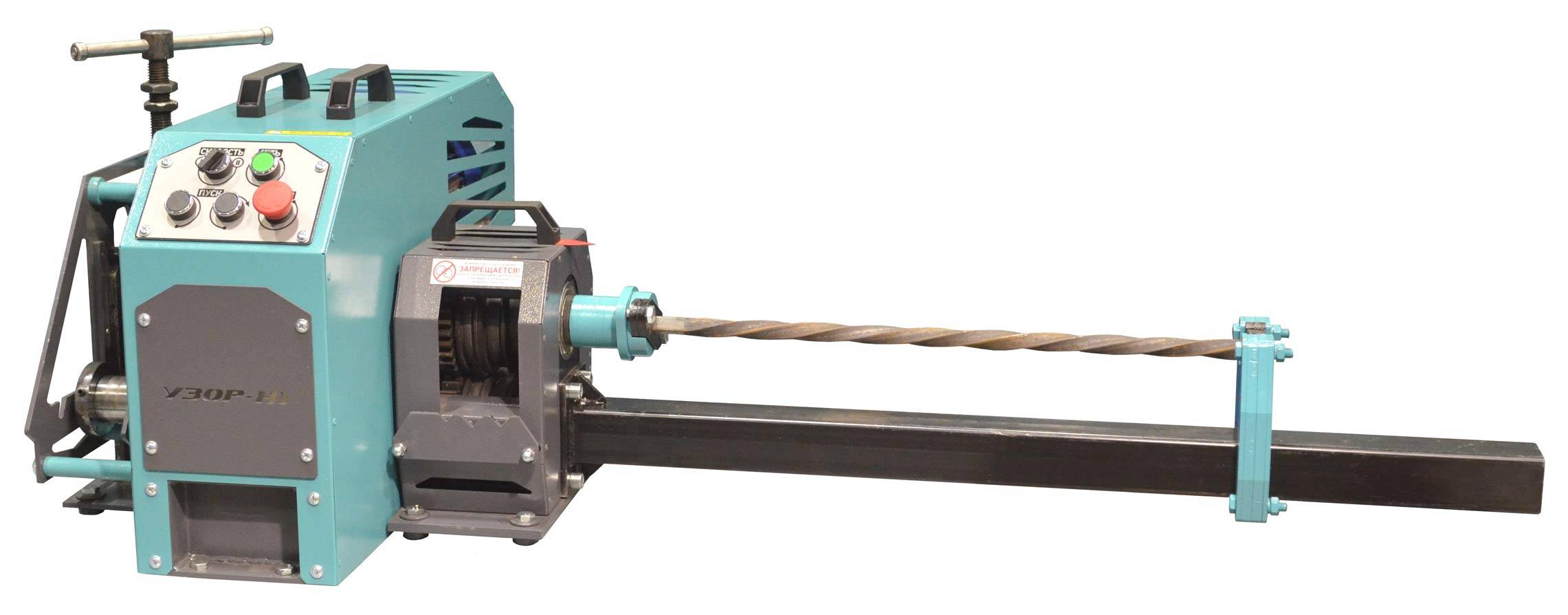
Станок для холодной ковки концов прутьев
Нагрузки, особенно ударные, в инерционном штамповочном станке велики, приходятся на малые площади, а точность изготовления его деталей нужна высокая, поэтому делать его своими силами лучше и не пытаться. Самостоятельно возможно сделать ручной прокатный стан, см. рис. справа, но лишь частично: валки из спецстали, валы и подшипниковые втулки придется заказывать, а шестерни покупать или искать б/у. Получать же на таком стане можно только наконечники гусиная лапка и лист (копье), причем по их шейкам сразу будет видно, что это машинная работа.
Между тем такие же, и некоторые другие, наконечники прутьев можно отковать горячим способом, не будучи опытным кузнецом. Хороший, явно ручной работы наконечник-лист куется просто кувалдой и молотком, а ковочный штамп (штемпель) для лапок делается из негодного напильника, в котором болгаркой выбираются канавки. Кузня для этого нужна? Для эпизодической мелкой работы совсем не обязательно; главное – разогреть металл. Пропановая горелка не годится, нагрев должен быть равномерным со всех сторон и без пережога. Итак, приходим к выводу, что холодная и горячая ковка не исключают друг друга: чтобы с помощью простых станков для холодной ковки или вовсе подручными средствами получать качественные изделия, очень даже не помешает вдобавок к ним небольшой кузнечный горн из подручных материалов.
***
2012-2020 Вопрос-Ремонт.ру
Вывести все материалы с меткой:
Перейти в раздел:
Изготовление
На двутавре необходимой длины с одной стороны жестко крепятся тиски. Для крепления лучше всего использовать сварку. А также, перед монтажом на двутавр наваривается стальной лист. Это поможет избежать деформации детали в процессе закручивания.







Подвижная система
Собирается с противоположной от закрепленных тисков стороны. Сверху устанавливаются тиски, которые оснащены подвижной центральной частью.
К тискам вместо рычага приваривается колесо (штурвал). Чем больше будет диаметр, тем меньше усилий понадобится для изготовления детали.
Один конец заготовки зажимается в закрепленные тиски, другой во вращающийся элемент. При помощи штурвала заготовка скручивается в спираль с необходимым количеством витков.
Оборудование для кузницы
Детали готовят на простом оборудовании без автоматизации, иногда массивные элементы требуют механизированного вмешательства. Для начала кузнечной ковки холодным способом потребуются основные приспособления:
- улитка;
- гнутик;
- твистер;
- глобус;
- волна;
- фонарик.
Профессионалы-кузнецы советуют сэкономить на покупке оборудования. В комплекте к аппарату предлагаются простые приспособления, их человек изготавливает своими руками или заказывает знакомому слесарю. Недостающие приспособления докупаются в отдельном порядке.
Правила использования
 С помощью гнутика обрабатывают прокат и сгибают его, допускается работа с квадратным профилем или полосой. От горячего способа отличается тем, что не требуется предварительный подогрев и использование кузнечной вилки. Шаблон «гнутик» состоит из смонтированных на прочном основании-раме закаленных роликов, приспособление позволяет выбрать любой угол сгибания.
С помощью гнутика обрабатывают прокат и сгибают его, допускается работа с квадратным профилем или полосой. От горячего способа отличается тем, что не требуется предварительный подогрев и использование кузнечной вилки. Шаблон «гнутик» состоит из смонтированных на прочном основании-раме закаленных роликов, приспособление позволяет выбрать любой угол сгибания.
При помощи улитки получаются завитки и невысокие спирали, а название приспособление получило из-за вида редуктора витой формы. Обрабатывается пруток, квадрат, полоса. Кондуктор состоит из расположенного центрально кулачка, малой и большой дуги. Для небольших завитков дуги не применяют, поэтому их снимают, делая гибку с помощью одного кулачка.
Волна приспособлена для изготовления витых, повторяющихся элементов. Основой устройства служат два диска из сталей, укрепленных на рабочем основании. Чтобы регулировать форму волны и шаг искривления, предусмотрена регулировка щелей меду дисками с помощью креплений на разных расстояниях одно от другого.
https://youtube.com/watch?v=D3shTEE_cZw
Твистер предназначен для закручивания спирали вокруг своей оси проката в виде квадрата или полосы. Устройство представляет собой поворачивающуюся головку на основании. Длина элемента регулируется ползунком. Заготовку крепят и рукоятками закручивают в требуемую форму.
Фонарик служит для выпуска элемента, который, на первый взгляд, кажется сложной переплетенной конструкцией из согнутых квадратов и прутков. Технологические приемы похожи на работу с твистером, когда применяется крутящаяся головка и подвижный ползунок, поэтому при отсутствии в оснастке кузнеца фонарика его можно заменить, используя специальную вставку к твистеру.
Глобус позволяет изогнуть дугу не только в плоскости, но и поднять ее в объемном плане, устройство часто именуют объемником. В основе работы применяется дуговой шаблон и ролики из закаленных сталей, дающие свободное движение ручному приводу. Работает с квадратом до 14 мм, средней ширины полосой и прутком. Чаще всего такие декоративные элементы используют в объемных решетках.
Станок для гибки
 Решение приобрести специальный универсальный станок для холодной гибки проката возникает, когда работа из кустарной переходит в профессиональное изготовление изделий на заказ. Если осуществляется продажа на рынке кованых элементов, то стоимость оборудования в таком случае окупаема. В его комплектации предусмотрены устройства для основных и сопутствующих операций и степень автоматизации усилий важна при работе. Стоимость станка ориентировочно составляет 260−350 тыс. рублей, но гибка большого числа элементов потребует от кузнеца меньше времени и сил.
Решение приобрести специальный универсальный станок для холодной гибки проката возникает, когда работа из кустарной переходит в профессиональное изготовление изделий на заказ. Если осуществляется продажа на рынке кованых элементов, то стоимость оборудования в таком случае окупаема. В его комплектации предусмотрены устройства для основных и сопутствующих операций и степень автоматизации усилий важна при работе. Стоимость станка ориентировочно составляет 260−350 тыс. рублей, но гибка большого числа элементов потребует от кузнеца меньше времени и сил.
Дополнительные инструменты
Для организации полноценной работы участка по изготовлению кованых элементов потребуются следующие инструменты:
- Сварочный аппарат потребуется при изготовлении изделий большого габарита, если не используется прием соединения деталей вальцовкой или закручиванием. Металл различной толщины соединяют отличающимися один от другого режимами сварки, используют другие швы. Можно использовать инвертор, который в два раза дороже сварки, но работа с ним проходит без существенных осложнений.
- Для отрезания проката в размер, шлифовки срезов и соединений после сварки используют угловую шлифовальную машину, которая в простонародье называется «болгарка».
- В процессе сборки деталей в общую конструкцию сверлится множество отверстий, для этого приобретают электрическую дрель с набором сверл различного диаметра.
- Если заказчик попросит установить решётку в оконный проем или в качестве ограждения, то потребуется перфоратор, который поможет просверлить отверстия в кирпиче, бетоне и других твердых поверхностях. Дрель с функцией ударного режима со сверлением отверстий в бетоне не справляется.
Законодательная составляющая предпринимательства
Легальная работа производства, даже небольшого требует оформления деятельности. Какие нюансы стоит знать при этом?
Наиболее простым будет оформление, в случае если собственник сам является работником своего предприятия. Такой вариант не потянет за собой сложную процедуру оформления, и большие денежные затраты. Стоит регистрировать себя в качестве индивидуального предпринимателя. Это дает более упрощенную схему ведения отчетной документации, и уплаты налогов (6% с дохода мастерской, или 15% с операционных действий).
При оформлении юридического лица, лучше всего оформлять организация как общество с ограниченной ответственностью. Это позволяет в критичных случаях избежать ответственности за долги предприятия своим собственным имуществом. А уплата налогов будет идти по упрощенной схеме.
Конкретно, регистрация юридического лица, целесообразна в случаях открытия массового производства, или если будет несколько соучредителей.
Специальные разрешения чтобы производить, например, ворота, двери или перила, не требуются, так как продукция изделий из металла не подпадает под определенные группы товаров. Деятельность будет зарегистрирована под определениями, «Двери и окна из металла», и «Услуги по обработке металлических изделий путем использования технологии машиностроения». А с учетом, что вся продукция будет производиться по индивидуальным проектам клиентов, не нужно соблюдать государственные стандарты.
Организовать собственный бизнес по художественной ковке, довольно просто. Стоит лишь разобраться в технологии и оборудовании. Низкая стоимость самых простых приспособлений с довольно высокой ценой на конечный продукт, при правильном подходе принесут неплохой доход.
Процесс изготовления изделия
Необходимо будет создать металлическую сварную конструкцию, используя металлопрокат либо металлопрофиль. Впоследствии ее украсят детали художественной ковки. Потребуются:
- источник электричества;
- ровная поверхность, подходящая для сборки изделия;
- болгарка с металлическими щетками, а также отрезными и зачистными кругами;
- маркер;
- молоток;
- две шпильки;
- нетянущаяся веревка;
- сварочный аппарат;
- маска;
- перчатки;
- электроды.
Металлопрокат лучше использовать маленького сечения, так как его легче будет согнуть без использования специального нагрева. Следует заранее выбрать рисунок. Не стоит выбирать слишком сложные эскизы. Поскольку очень тяжело работать с таким материалом, как металл, особенно делая это впервые. Металл следует покупать с запасом (небольшим), заранее просчитав потребность в нем. Следует учесть, что длина стандартного металлического прута — 6 метров.
Затем необходимо будет собрать рамку, используя для этого процесса ровную поверхность. Рассчитывать ее размер следует по внешним поверхностям. Сварной шов будет у каждого из углов рамки. Сначала нужно прихватить одну из сторон во избежание перекоса рамки. Несколько капель сварки необходимо капнуть на нижний и верхний углы, затем выровнять диагональ путем постукивания по неприваренным углам. После чего свариваем остальные два угла.
На заранее подготовленную ровную поверхность наносится рисунок в масштабе 1:1. С помощью веревки измеряем элементы рисунка, прикладывая ее к каждому из них, как к трафарету. Таким образом, узнаем длину, на которую необходимо будет порезать металлические пруты.
Для деформации заготовок понадобится следующее приспособление: две шпильки необходимо приварить на расстоянии 2—3 см друг от друга. С их помощью и с использованием молотка можно выгибать железные пруты, при этом ориентируясь на трафарет.
Когда пруты уже изогнуты, следует разложить и собрать рисунок на трафарете. Если присутствуют лишние детали, их следует обрезать. После чего изделие сваривается поочередно с обеих сторон. Дефекты и изъяны после сварки нужно аккуратно зачистить. Купленные заранее декоративные кованые элементы, которые украсят основу, привариваем на предназначенные для них места. В местах сварки снова производим зачистку.
Для грунтовки лучше всего использовать белый грунт, поскольку на нем видны все огрехи. Краска должна обладать теми же свойствами, что и грунт. Искусственное состаривание или позолота придаст особого шика изделию, которое внешне будет очень похоже на кованое.
У тех же, кто в этом деле уже «набил руку», изделия получаются просто великолепными.








Уход за коваными изделиями
Кованые изделия, как и любые другие, нуждаются в уходе. Располагаясь на улице, они подвергаются разнообразным воздействиям окружающей среды, что негативным образом сказывается на их внешнем виде. Их желательно окрашивать один раз в 2−3 года. Обязательно необходимо смазывать трущиеся детали ворот, качелей и калиток. Таким образом, они прослужат гораздо дольше.
Подводя итог, следует заметить, что все гениальное просто, как гласит известная пословица. Если возникает желание собственноручно украсить свой приусадебный двор, следует как можно быстрее воплощать его в жизнь. Кованые изделия, созданные своими руками, помогут создать уютную и дружественную атмосферу, привнесут яркие краски в повседневную жизнь.
Разновидности и значение станков для ковки
Станки для обработки труб выполняют множество необходимых операций по изгибу, созданию формы. Во время работы применяют профильные трубы, квадраты, прутки, полосы, профили разнообразной формы.
В основном станок справляется с любой задачей по созданию изогнутой формы металла. Ее получают с помощью дополнительного набора оправок. Ролики регулируются от установленного градуса. Гнет трубы выбирается по диаметру и габаритам. Управление станком доступно как ручное, так и автоматическое. Во время эксплуатации станка используется напряжение до двух киловатт.
Для работы применяют: рабочее напряжение, скорость вала. В среднем вес рабочего станка составляет 400 килограммов.
Станки для создания деталей с формой завитка работают на основе вала и зажима эксцентрика. Оборудование подлежит определенной комплектации: М 001–003. Формы создаются за счет разных оправок и воздействий на металл при мощности 1,5 киловатт. Станок имеет вес 300 килограммов. К этому виду относят и другие возможности обработки.
Кузнечный молот пневматического назначения относится к практичному и популярному инвентарю. Работа основывается на мощном ударе. Под воздействием силы получают форму. Инвентарь применяют для широкого назначения.
Станок для ковки универсальный предлагается для всех видов работ. Оборудование выполняет скручивание, сгибы, создает углы, форму во время использования мощности 2,2 киловатта.
Многофункциональность станка имеет надежную структуру двигателей и долго служит во время эксплуатации. Поэтому в производстве используют в первую очередь мощную технику, а во вторую – масштабную по назначению и применению.
На выставке «Металлообработка» станки для ковки металлических изделий представлены в большом ассортименте и разновидностях от разных производителей.
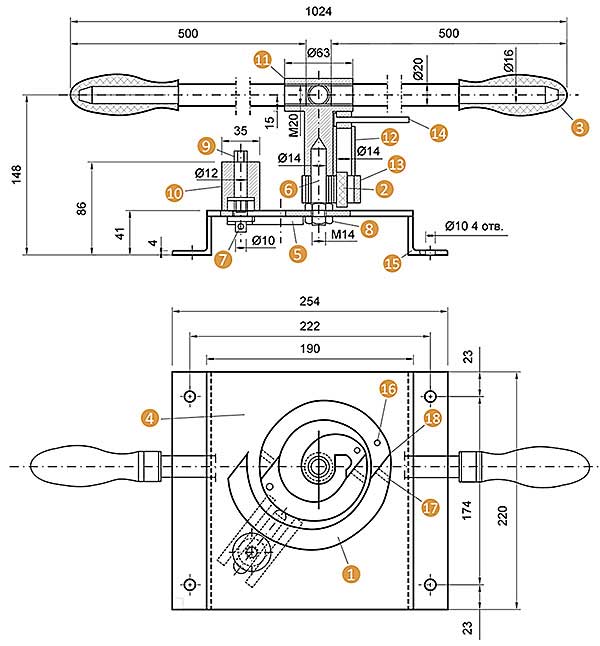
Изготовление механизма для холодной ковки
Универсальный станок для холодной ковки почти невозможно выполнить своими руками. Нужно делать отдельную форму механизма для выпуска предметов.
При изготовке установки требуется подобрать следующие материалы:
- лист металла (предпочтительная толщина 4-5 мм);
- арматурные прутья, профильные трубы;
- станина для устойчивости приспособления для холодной ковки;
- электрический двигатель и редуктор в случае станка с приводом.
Конечно, изготовление приспособлений не обойдется без инструментов. Желательно иметь углошлифовальную машину или пилку по металлу, сварочную установку, наждачный камень или бумага, тиски и плоскогубцы, а еще карандаш, рулетка и бумага.
Начинающему мастеру проще всего смастерить самодельный станок для холодной ковки формы улитки. Благодаря ей производятся различные формы металлических прутьев для калитки и забора. А также пользуется популярностью торсионный тип установки. Другие формы станков можно делать после приобретения опыта работы с простыми установками.
Разберем подробно изготовление «улитки». Это приспособление способствует получению разнообразных конфигураций спиралей, завитков, колец. Простая конструкция этого оборудования способствует удобной работе и легкому доступу к заготовке. Ход процесса осуществим при наличии:
- Прутья из металла.
- Стальные листья и полосы.
- Профильные трубы.
- Сварочный аппарат.
- Углошлифовальная машина и плоскогубцы.
Чтобы изготовить самодельные станки, применяемые в ходе холодной ковки, желательно начертить схему или эскиз будущего приспособления. Изначально выбирается миллиметровая бумага для нанесения чертежа.
Следующие этапы работы:
- На бумажный лист наносится изображение спирали с тремя витками. Размеры должны соответствовать диаметру армированного прута с условием, чтобы он вмещался в резьбу. Лучше всего использовать размер 10 мм. А также линии следует чертить исходя из толщины стали, а расстояние внутри спирали необходимо использовать 12-13 мм.
- Далее, болгаркой из стали нужно сделать окружность требуемого диаметра. При желании использовать съемные круги следует брать не тонкий исходный материал (4-5 мм толщиной) для более простой смены.
- Выделка прочной станины, которая устойчива на поверхности пола. Можно, вообще, забетонировать ножки для более прочной конструкции. Важным условием является то, что окружность станины должна быть больше размеров рабочего круга.
- К станине приваривается металлический прут, на который насаживается подшипниковое устройство. Ручное управление подразумевает приваривание круга к станине. В этой ситуации гибка металла происходит гораздо проще, чем при процессе вращения.
- Закрепляем улитку на круге. Улитка делится на три части. Хвостовая деталь имеет высоту 1 см исходя из толщины прутьев. На следующую часть спирали добавляется 1 см. значит, второй виток будет 2 см, а третий – 3 см. При получении большего числа витков следует увеличить детали спирали.
- Если необходимо сделать сменные круги, то сменные детали привариваются к кругу соответственно эскизу.
- При наличии сменной улитки нужно отмерить положение каждого вида и приварить шпильки к каждому элементу. При этом в круге делается просвет под определенную деталь.
- Чтобы получить кованое изделие, надо начинать с центрального витка. Необходимо крепко закрепить прут с помощью тисков или иного инструмента.
- В конце нужно сделать рычаг из двух профильных труб (диаметр 15-20 мм). Они свариваются перемычками, длина которых составляет расстояние от центра подшипника до верхней точки окружности плюс 5 см. Далее, он приваривается к подшипниковой части. К нижней части рычага, которым служит обрезанная круглая часть, приваривается прут длиной соответствующей длине высочайшей детали улитки. Перпендикулярно площади круга приваривается загибочный бочонок.
Таким образом, самодельный станок готов. Можно приступать к производству необходимых элементов. Для этого прут фиксируется, а затем на него опирается бочонок, и начинается процесс загибки.
Видео: станок для холодной ковки своими руками.
Ручные инструменты для ковки. Цена
Универсальный гибочный станок МВ30-6х50 будет удобно использовать в небольшой мастерской, на даче или в гараже для сгибания металлических профилей, труб, квадратов, прутков, полос. С его помощью можно произвести много вариантов гибки в разных плоскостях и разной конфигурации. Инструмент для ковки укомплектован удобными упорами и гибочными оправками. Стоит МВ30-6х50 – 11 385 рублей.Ручной трубогибный станок МО7-Т G является отличным решением для мобильной работы на месте установки изделия. Его можно применять при изготовлении ворот, калиток, пергол, навесов, теплиц и других легких металлоконструкций. Устройство способно изгибать арки, кольца, дуги из труб прямоугольного и квадратного сечения, полос, прутков, квадрата. Цена на трубогиб МО7-Т G – 29 160 рублей.Ручной универсальный станок МВ32-25 – это надежная и прочная конструкция, с помощью которой трубы можно согнуть по любому заданному радиусу. Инструмент позволит дешево и легко выполнить не только разовые, но и мелкосерийные работы по гибке профилей и труб. Стоимость МВ32-25 – 44 820 рублей.
Станок BlackSmit MO 4 A — KR применяется при изготовлении «корзинок» и продольном скручивании изделий. Ковка корзинок производится из заранее сваренных заготовок одинаковой длины. Скручиваются изделия на участке в 500 мм, однако, длину можно увеличить самостоятельно. Цена на такое устройство – 35 577 рублей.
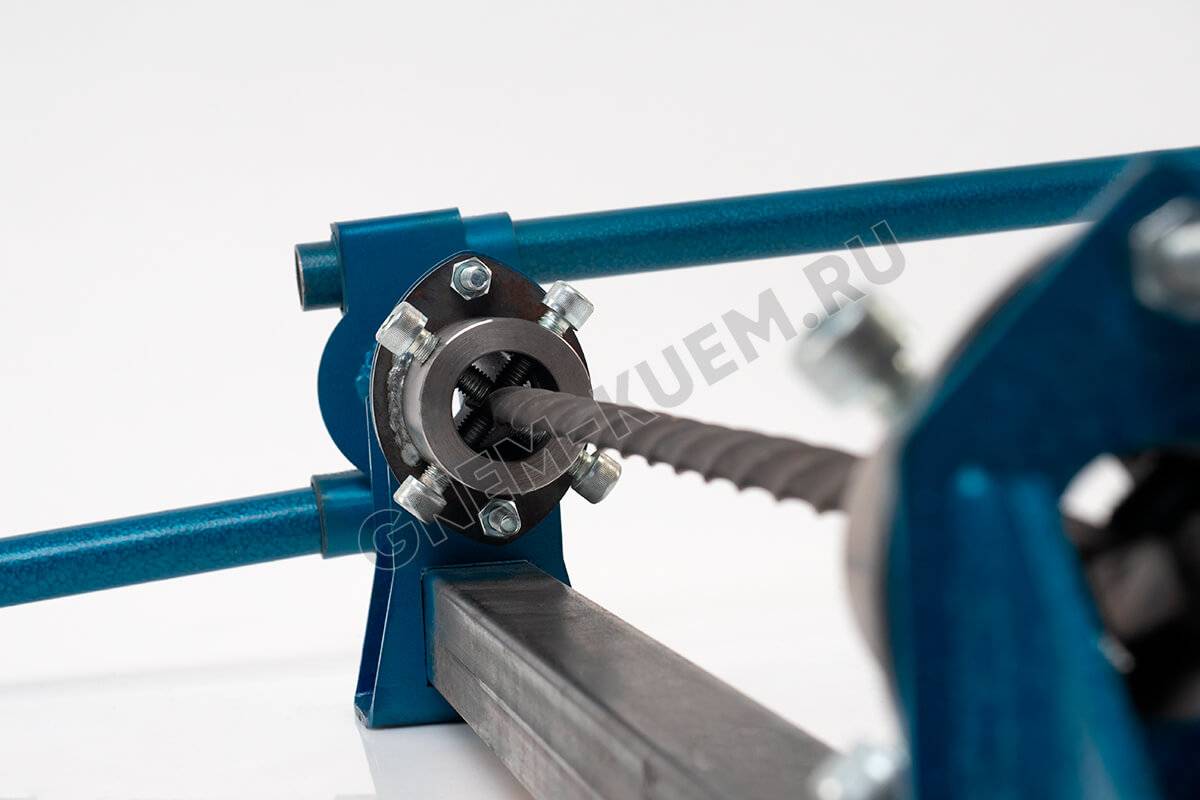
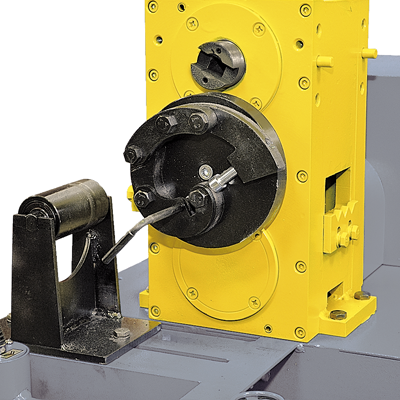
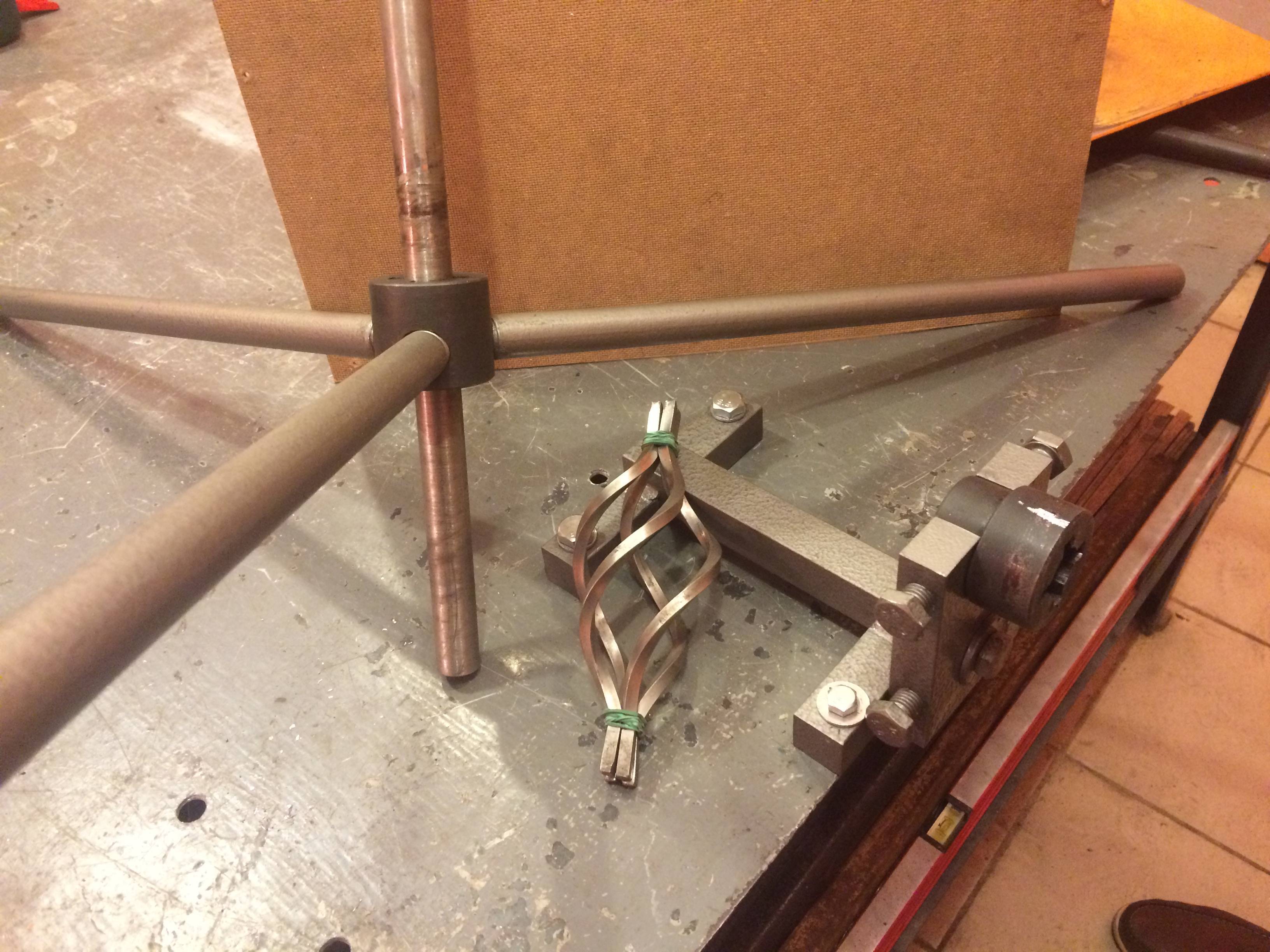
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
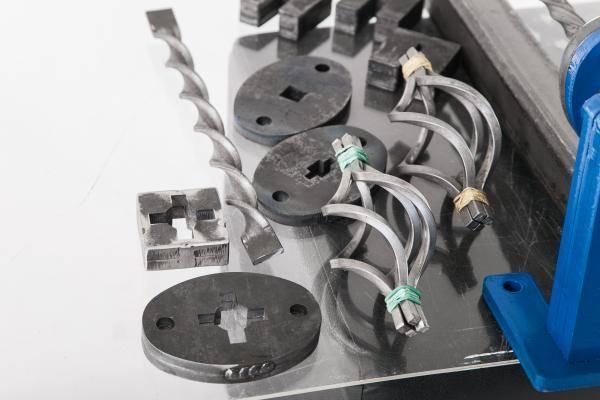
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.








Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Финансовый план
На открытие небольшой кузницы нужно:
- подготовка помещения – 100 тыс. руб.;
- покупка оборудования – 300 тыс. руб.;
- оформление документов – 5 тыс. руб.
Ежемесячные затраты:
- аренда – 20 тыс. руб.;
- налоговые, коммунальные и транспортные платежи – 20 тыс. руб.
Рассчитаем расходы на изготовление 1 м² решетки:
- покупка металла – 500 руб.;
- обработка антикоррозийной смесью – 15 руб.;
- электроды – 50 руб.;
- коммунальные расходы – 100 руб.;
- другие затраты – 400 руб.
Как видно из расчетов, себестоимость 1 м² решетки составит 1065 рублей. Продать ее можно в среднем за 3000 рублей.
Если в месяц сбывать около 40-50 м² продукции, выручка составит 80-100 тыс. руб.
Окупить проект можно в среднем за год.
Твистеры
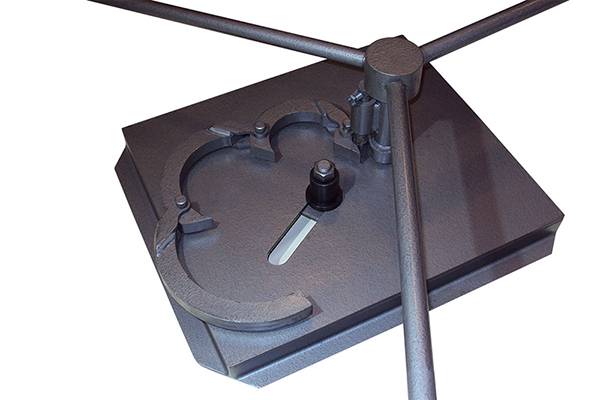
Издавна кузнецы вили завитки вхолодную по шаблону-оправке рожковым рычажным захватом, поз. 1 на рис. Способ это малопроизводительный и не для хлюпиков, но позволяет достаточно быстро и просто делать разнообразные гибочные оправки из обычной стальной полосы: концевой (упорный) рог рычага не дает шаблону податься под давлением заготовки. Серединный (обводной) рог желательно делать скользящим с фиксацией: работа пойдет медленнее, но, особенно в неопытных руках, точнее.
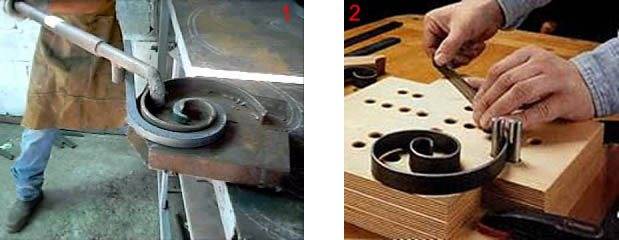
Простейшие приспособления для холодной художественной ковки
Другое простое приспособление для ручной фасонной гибки – прочная доска с опорным штырями – проставками, поз. 2; в качестве них подойдут обычные болты М8-М24. В зависимости от того, насколько вы дружны с домашним тренажером, работать можно с полосой до 4-6 мм. Выгибают полосу на-глаз, работа идет медленно, зато можно выводить узоры вплоть до Ильи Муромца на коне в полном вооружении или Будды в цветке лотоса. Последний, возможно, и совершенно ручной работы: люди, вполне освоившие хатха- и раджа-йогу, способны руками завивать в узор стальные арматурины.





