

Полярность прямая и обратная: в чем разница
Полярность в сварке на инверторном аппарате – вещь чрезвычайно важная, в которой нужно разбираться.
Если сварочный ток постоянный, то и движение электронов тоже постоянное. А при таком раскладе почти не бывает разбрызгивания капель и кусочков расплавленного металла, вследствие чего шов выходит аккуратным и высокого качества.
По своей сути полярность – это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам аппарата. На инверторах есть возможность выбрать вид полярности. Сила тока при сварке также может регулироваться.
Обратная полярность
Виды полярности для сварки.
Это минусовой полюс на металлической заготовке, а плюсовой – на электроде. Ток, таким образом, передвигается от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе довольно сильно нагревается. Способ хорош при сварке тонких металлов так как здесь снижается риск прожога.
Прямая полярность
Здесь наоборот: минусовой полюс находится на электроде, а плюс – на металле заготовки. Ток теперь течет от электрода к свариваемой детали, которая в этом случае греется больше электрода. Так работают с толстыми кромками металлов.
Следует заметить, что полярность всегда указывается в инструкциях на пачках с электродами.
Один из главных «инверторных» вопросов от дебютантов – какая полярность самая оптимальная при сварке инвертором? Ответ зависит от многих критериев, но с точки зрения резки металла полярность должна быть прямой.
Дело в том, что при таком виде полярности расплавленный участок получается глубоким и узким – как раз тем, что нужно при резке.
При обратной полярности все наоборот: зона расплавления небольшой глубины и довольно широкая.
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.
Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной
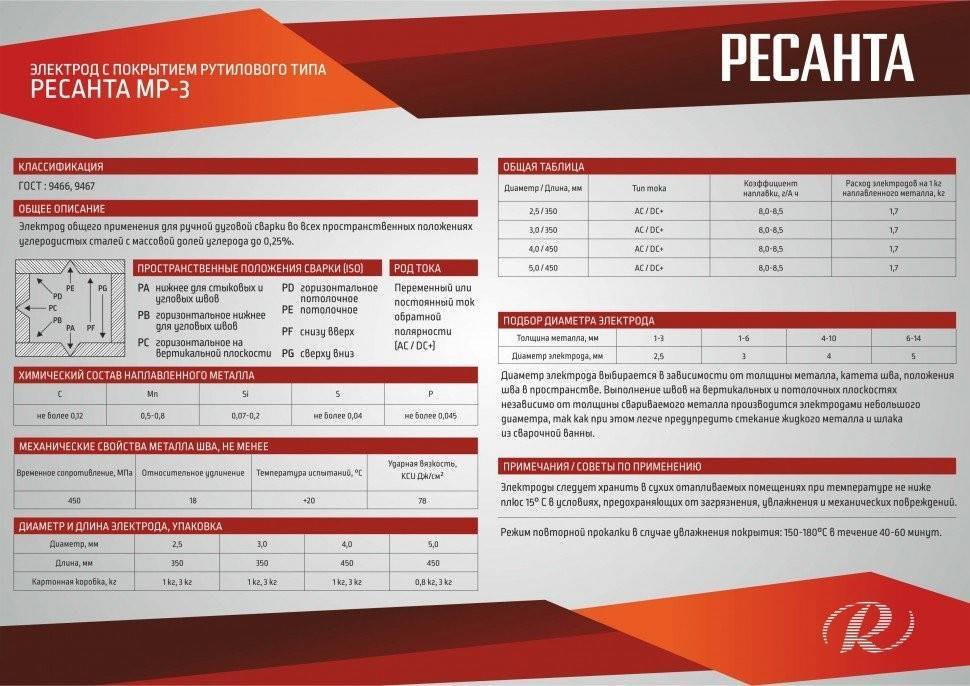
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали. Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным. При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется. Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
Выбираем, покупаем
Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Если по-хорошему, то покупкой одного аппарата вам не обойтись. Обязательно купите сварочную маску со светофильтром. Вам необходимо защитить себя от брызг расплавленного металла и продуктов сгорания материалов.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка
Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла
Популярные марки
За годы интенсивной работы с инверторами в кругах специалистов-сварщиков и домашних умельцев сформировался рейтинг популярности электродов.
Марка АНО считается самой универсальной. Электроды этой группы позволяют делать любые сварочные соединения: угловые, стыковые, внахлест. Этой электродной продукцией можно варить детали толщиной не более 5 мм в любых положениях, даже в вертикальном направлении сверху вниз.
Нет необходимости в тщательной зачистке поверхностей от продуктов окисления. Такими электродами можно проводить корневую сварку толстых деталей. Если присутствует рутиловое, целлюлозное покрытие, то допускается подключение любой полярности инвертора.
Продукция лини МР представлена двумя категориями. МР-3 эффективно работает с деталями с разной степенью загрязненности. Электроды, покрытые рутиловым слоем, используются при постоянном и переменном токах, при любом варианте подключения инвертора.
Подобрать положение для работы нужно, учитывая диаметр электрода. Продукция МР-3С удобна для сварки в различных положениях. Этими электродами можно соединять детали с остатками влаги.
Категория УОНИ представлена электродами для сваривания деталей из углеродистых и низколегированных стальных сплавов. Полученные швы пластичны, обладают большой ударной вязкостью, прочно соединяют конструкции особого назначения.
Электроды, покрытые основным слоем, могут применяться при постоянном токе, обратной полярности подключения.
Хорошие рабочие качества проявляют электроды с маркировкой ОК 63.34. Ими можно сваривать термически прочные стали, сплавы, устойчивые к коррозии. Можно проводить сварку по вертикали конструкций небольшой толщины, выполнять соединения встык и внахлест.
Для сварки конструкций, требующих высокой прочности и надежности шва применяют электроды марки ОЗС-12. Они работают на постоянном токе инвертора прямой полярности, а также на переменном.
Стоит также упомянуть марки ESAB, Lincoln, Electric, Ресанта, Kobelco, предлагающие продукцию высокого качества с рутиловым, основным и комбинированным покрытием. Ценовой диапазон здесь разный, и какой вариант лучший, каждый покупатель решает для себя самостоятельно.
Критерии и советы по выбору
Главные критерии выбора, на которые смотрят буквально сразу — марка и диаметр (в миллиметрах). Некоторые опытные специалисты по сварке утверждают, что при пользовании инверторами можно применять любые электроды. Подобное мнение основано на личном опыте мастеров. Особенность применения инвертора в том, что требования к герметичности сварочного шва минимальные, поэтому можно использовать расходники с диаметром от 0,5 до 2,0 мм.
Выбор по диаметру и марке зависит и от толщины соединяемых металлических заготовок. Толстые детали нуждаются в продолжительной проварке, поэтому и электроды нужны потолще. Работа с тонкими версиями требует определенного навыка, потому что они сгорают достаточно быстро. В основном такие изделия применяют для прихваток.
Влияет на выбор и вид выполняемых работ. Например, для трассовых работ высокой сложности пользуются изделиями большого диаметра. Чтобы смонтировать конструкцию из профилей, достаточно 2-миллиметровых изделий. Их же используют для изготовления ограждений из профнастила и профильных труб.
Зная область применения различных типов продукции, можно посоветовать такой алгоритм выбора:
- учитываем тип соединяемых материалов и степень ответственности конструкции;
- для изделий из углеродистой стали, покрытых ржавчиной, лучше всего подходят версии с рутиловым покрытием;
- особо ответственные конструкции монтируют с использованием электрода с основным покрытием. Окончательный результат при этом зависит от подготовки соединяемых поверхностей;
- толщина соединяемых металлических деталей оказывает влияние на выбор как параметров расходных материалов, так и силы тока при сварке.
Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.







Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.. Теперь, что касается силы тока при сварке инвертором
Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом
Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима
Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
Вид покрытия электродов
Выбор того или иного типа покрытия зависит от свариваемых материалов, а также нагрузок, которые предстоит испытать конструкции. Различают 4 разновидности покрытий.
Основное (маркировка Б)
Расходники с основным покрытием применяют для получения высококачественного шва, отличающегося значительной ударной вязкостью, прочностью, пластичностью. Шов устойчив к образованию кристаллизационных трещин и естественному старению. Эту продукцию применяют при изготовлении ответственных конструкций, которые приходится эксплуатировать в условиях сурового климата.
Преимущества:
- хорошие механические характеристики и высокая химическая чистота шва;
- минимум водорода в навариваемом металле.
Есть и минусы:
- иногда в сварном шве образуются поры. Это может быть при увлажнении покрытия. Поры образуются и при наличии по краям соединяемых деталей окалины, ржавчины или масляных следов;
- сложности с хранением;
- отделение шлака очень трудоемкое;
- короткая и нестабильная дуга.
Рутиловое (маркировка Р)
Область использования продукции с рутиловым покрытием — электросварка деталей из низкоуглеродистых сталей. К технологическим преимуществам относятся:
- стойкое горение дуги при использовании постоянного и переменного тока;
- минимум разбрызгивания материала при инверторной сварке;
- хорошая отделяемость шлака;
- эстетичность шва;
- возможность применения для соединения ржавых и (или) загрязненных заготовок.
Главный минус рутилового покрытия — ограниченная область использования. В частности, такими электродами нельзя соединять элементы, которые планируется эксплуатировать при высоких температурах. Есть и другой недостаток: низкая химическая чистота и высокая текучесть металла.
Кислое (маркировка А)
Основное преимущество обмазок с маркировкой А — нулевой риск образования пор в области сварочного шва, даже при наличии на соединяемых элементах слоя окалины и (или) ржавчины. К особенностям этого варианта также относится легкость зажигания и равномерное горение дуги. Данный вариант используют при минимальных требованиях к готовой конструкции. Стержни с кислым покрытием можно использовать при переменном и постоянном токе.
Достоинства:
- низкая себестоимость работ;
- минимальная трудоемкость удаления шлака;
- возможность применения при постоянном и переменном токе;
- простота хранения;
- высокий уровень раскисления.
К минусам относят:
- вредные для здоровья испарения;
- высокий уровень текучести металла;
- брызги при сварке;
- большая вероятность образования горячих трещин.
Целлюлозное
Изделия с обмазкой, выполненной из целлюлозы, маркируют буквой Ц. Их отличает стабильное горение дуги при постоянном токе. Такие расходные материалы применяют при сварке магистральных труб из низкоуглеродистых сортов стали.
Преимущества:
- качественный провар;
- минимум шлака.
Данная категория не рекомендуется для работы со сплавами с большим содержанием углерода. Еще один недостаток — раскаленные металлические брызги во время работы. При использовании с переменным током требуется дополнительное оборудование.
В зависимости от соотношения между двумя диаметрами: общим и внутренней части изделия, электроды разделяют на 4 категории:
- тонкие (маркировка М). Соотношение от 1,2;
- средние (С) — от 1,45;
- толстые (Д) — до 1,8;
- особо толстые (Г) от 1,8.
Толщина покрытия для качественной продукции колеблется в пределах 0,5-2,5 мм. По массе это составляет 20-40% от одноименного параметра внутреннего стержня.
Выбор электрода для алюминия
Алюминий — непростой металл для сварки. Это усложняет процесс выбора расходников, особенно для начинающих или неопытных сварщиков. Вот несколько советов, которые помогут выбрать наиболее подходящие электроды для проведения сварочных работ. А также парочка советов по подготовке и проведению самого процесса.
Состав электрода. Нужно отталкиваться от того, какой состав сплава у свариваемой конструкции. Расходник должен точно подходить к конкретному сплаву. Как правило, эта информация указывается каждым производителей на упаковке и маркировке
Поэтому обязательно обратите на это внимание.
Особое внимание следует уделить толщине расходника. Она не должна превышать толщину свариваемой детали более чем на 1 мм
Если сваривать тонкие конструкции толстым электродом, поверхность металла гарантировано будет прожжена.
Конечно, нужно делать прокалку электродов перед использованием. Однако тут есть один нюанс. Если изделия просушивались более одного раза, их использовать уже неэффективно. После многоразовой просушки значительно снижается качество покрытия.
Перед сваркой алюминиевых конструкций рабочую поверхность металла обязательно нужно обработать. Как правило, сначала она очищается металлической щёткой, а затем обезжиривается при помощи растворителя. Таким способом убирается оксидная плёнка и металл становится пригодным для сварки.
ВНИМАНИЕ! Новичку нужно быть очень аккуратным при сварке алюминиевых деталей. Дело в том, что алюминиевые электроды очень быстро плавятся, что значительно ускоряет процесс сварки
А так, как алюминий обладает высокой текучестью, все действия нужно выполнять оперативно, так как есть риск образования слишком толстого шва. Поэтому начинающему сварщику лучше работать с толстыми деталями, так как там легче контролировать эти моменты. А тонкие детали и прожечь легко.
Видео
Небольшой ролик, где умелец рассказывает и показывает попытку сварить алюминий.
- При сварке толстых деталей лучше всего использовать метод локального нагрева по участкам. Проварили один участок, удалили шлак, промыли и зачистили шов — и можно переходить к следующему участку.
- Для эффективной сварки алюминиевых конструкций также рекомендуется нагревать рабочую поверхность до температуры в рамках от 150 до 200оС.
- Есть также рекомендации по силе тока. Она, как правило, зависит от толщины свариваемых деталей. При этом можно учитывать следующее соотношение — 25 ампер на каждый миллиметр толщины.
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.





![Какие электроды лучше для инверторной сварки [как выбрать]](https://loftecomarket.ru/wp-content/uploads/b/d/3/bd3862585cc63b2011756626d5e14a4a.jpeg)


Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.
Лучшие сварочные электроды с целлюлозным покрытием
Особенностью таких стержней является наличие большого количества органических элементов в составе.
При использовании электродов с целлюлозным покрытием достигается высокая скорость проведения работ, легкое отделение шлака, создается газовая защита материала.
Применяются они для сварки магистральных трубопроводов, обработки углеродистых и низколегированных сталей.
ESAB Pipeweld 6010 Plus
4.9
★★★★★
оценка редакции
94%
покупателей рекомендуют этот товар
К основным достоинствам этих стержней следует отнести удобство контроля сварочной дуги и большую глубину проплавления. Качество шва не зависит от выбранного пространственного положения, поэтому работать со стержнями крайне удобно.
Линейка электродов представлена образцами различного диаметра: 2.5, 3.2, 4 и 5 мм. Это позволяет успешно обрабатывать металл толщиной более 10 миллиметров. Стержни не требуют прокалки перед началом работы.
Достоинства:
- стабильное горение;
- легкое отделение шлака;
- гладкий шов;
- экономичный расход.
Недостатки:
не любят сырости.
ESAB Pipeweld 6010 Plus подойдут для бытового или профессионального использования. Широкий спектр допустимых диаметров позволяет обрабатывать металлы различной толщины.
Кратон J422
4.9
★★★★★
оценка редакции
91%
покупателей рекомендуют этот товар
Электроды отличаются высоким качеством производимого сварочного шва. Они обладают низкой склонностью к образованию пор и трещин, а также высокой прочностью — 420 MПa. Качественное покрытие не подвержено осыпанию даже при деформации.
Покупателю доступны стержни различного диаметра, в том числе 2.5, 3.2 и 4 мм. Это позволяет обрабатывать металл толщиной от 2 до 6 миллиметров. Работу можно вести в любом пространственном положении и при различных температурных условиях.
Достоинства:
- легкость отделения шлака;
- малые потери металла;
- качественный шов;
- низкая цена.
Недостатки:
сложность вторичного зажигания.
Кратон J422 используются для сварки низколегированных сталей. Особенно полезны электроды будут при обработке корневых швов трубопроводов или использовании в труднодоступных местах.
Bohler AWS E6013
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Электроды Bohler используются для сварки монтажных или прихваточных швов. Легкое зажигание дуги повышает эффективность работы и способствует экономичному расходу электродов при осуществлении частых остановок.








В продаже присутствуют стержни диаметром 2.5, 3.25, 4 и 5 миллиметров. Максимальное допустимое значение силы сварочного тока составляет 240 А. Это гарантирует качественную обработку металлов толщиной до 20 мм.
Достоинства:
- прочный шов;
- экономичный расход;
- легкость повторного зажигания;
- широкий спектр применения.
Недостатки:
требуют длительного прокаливания.
Bohler AWS E6013 будут полезны как при мелком бытовом ремонте, сварке автомобильного кузова, так и в условиях цехового производства или возведения сооружений.
По каким критериям выбираются электроды
Все электроды выбирают по двум основным разновидностям:
- Плавящиеся изделия. Основой конструкции служит металлический стержень, покрытый обмазкой. Она способствует повышению стабильности горения дуги и защищает сварочную зону от внешних воздействий. С использованием этих изделий как раз и выполняется ручная дуговая сварка.
- Неплавящиеся электроды. Применяются для сварки заготовок в среде инертных газов, выполняющих защитную функцию.
Когда подбирают электроды для инвертора, нужно обязательно учесть характеристики и структуру соединяемых заготовок. От этого в дальнейшем будет зависеть качество сформированных швов.
Для разных материалов используются свои виды электродов:
- Низколегированная и низкоуглеродистая сталь соединяется углеродными изделиями.
- Легированные стали свариваются расходниками известных марок ОЗС-4, МР-3, АНО-21, УОНИ 13/45.
- Другие типы сталей или формирование наплавок выполняются электродами, у которых сердечники изготовлены из высоколегированных металлов (ЦЛ-11).
- Чугунные детали соединяются специальными изделиями по чугуну – ОЗЧ-2.
Дополнительные характеристики
Многие другие особенности проводимой сварки определяют требования, предъявляемые к электродам. Примером можно назвать полярность и род тока. Применяемые сварочные инверторы в большинстве случае подают постоянный ток, который может подаваться в зону сварки по двум схемам:
- Обратная полярность подразумевает соединение плюса с массой, а минуса с электродом.
- Прямая полярность. В этом случае плюс соединяют с массой, минус со сварочным электродом.
Обратная полярность выбирается в нижеприведенных случаях:
- Для того чтобы защитить металл от прожога, выбирается именно обратная полярность подключения. Она позволяет работать с деталями, которые имеют небольшую толщину.
- Высоколегированные стали характеризуются высокой восприимчивостью к нагреву. Именно поэтому при работе с подобным материалом выбирается метод подключения обратной полярности.
Наиболее важными параметрами сварочного процесса можно назвать:
- Диаметр применяемых электродов.
- Сила применяемого сварочного тока.
- Толщина соединяемых деталей.
https://youtube.com/watch?v=68hLJM9cesc
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
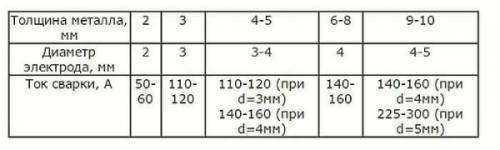
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
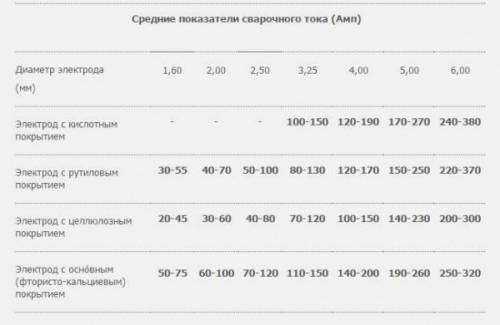
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.

Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.





