

Безопасность сварочных работ
 Одежда для сварки
Одежда для сварки
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.
Технология сварки потолочного шва
Для начинающих сварщиков будет полезно ознакомиться с общим видео уроком по ручной дуговой сварке:
Общие рекомендации
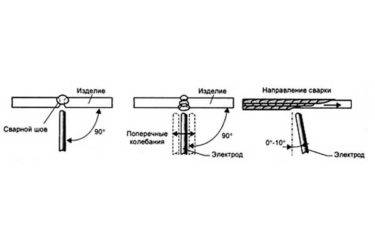
Сварной шов потолочный
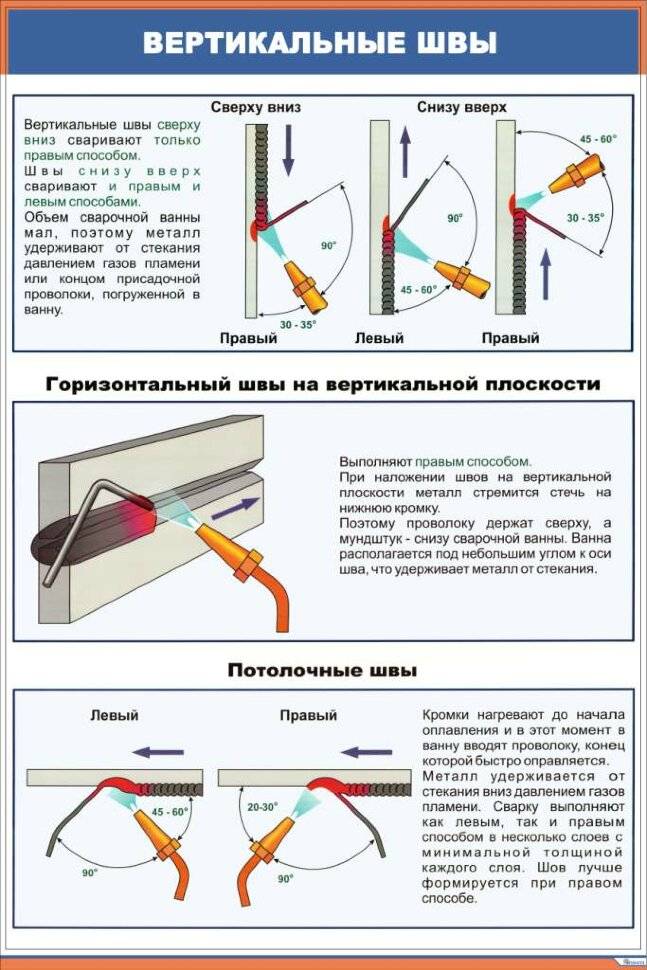
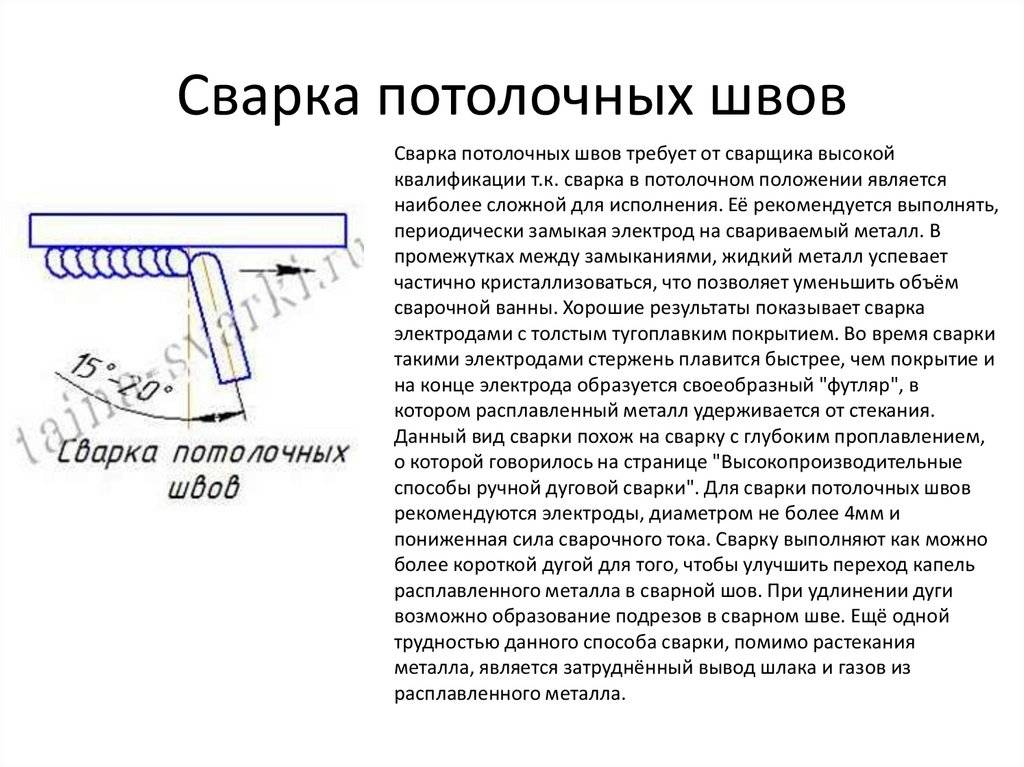
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Способы варки потолочных швов
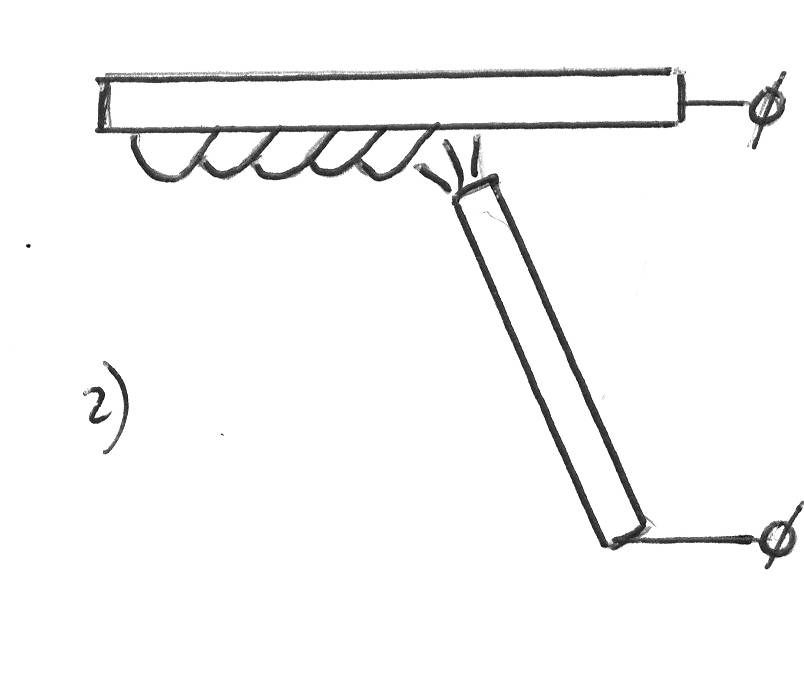
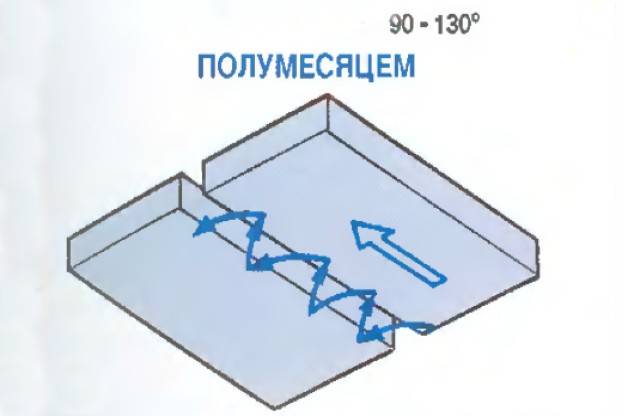
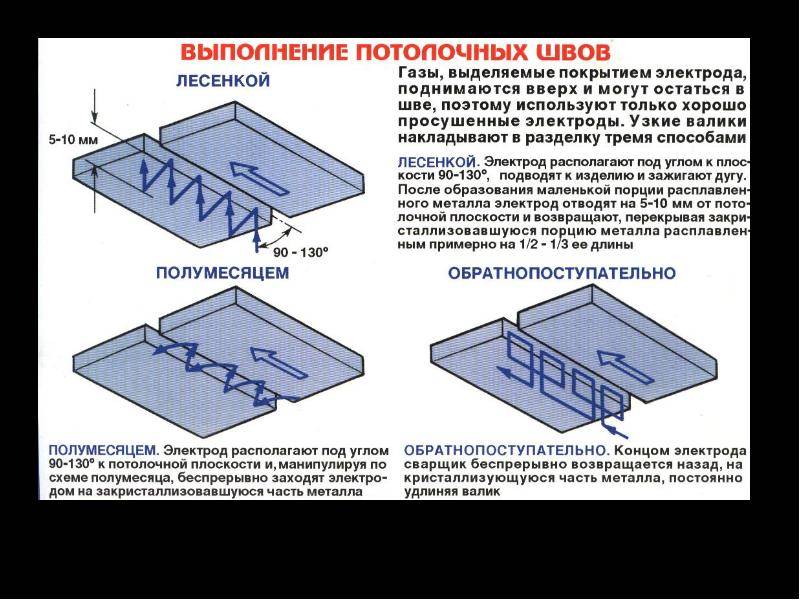
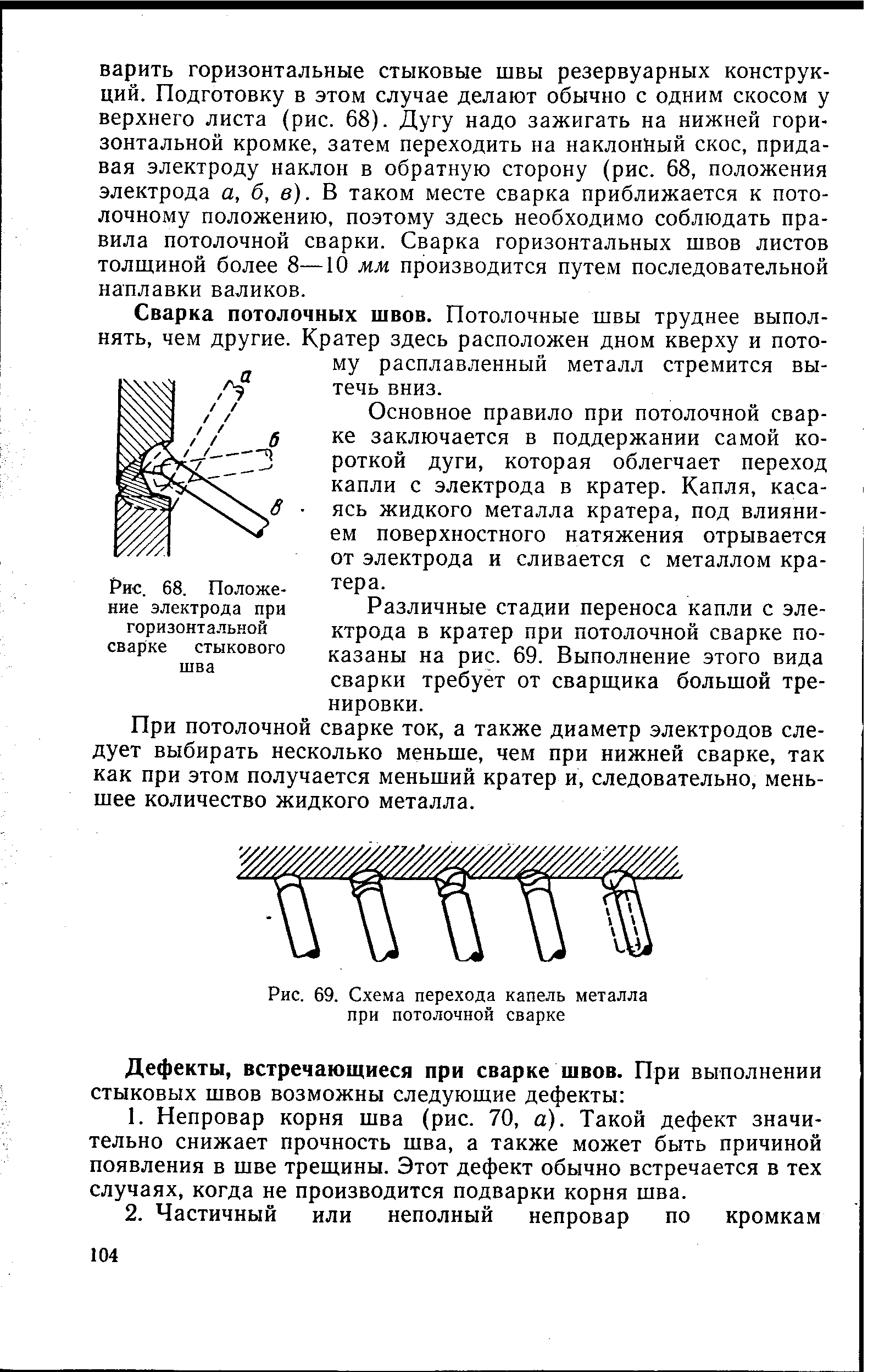
Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
Способ сварки полумесяцем
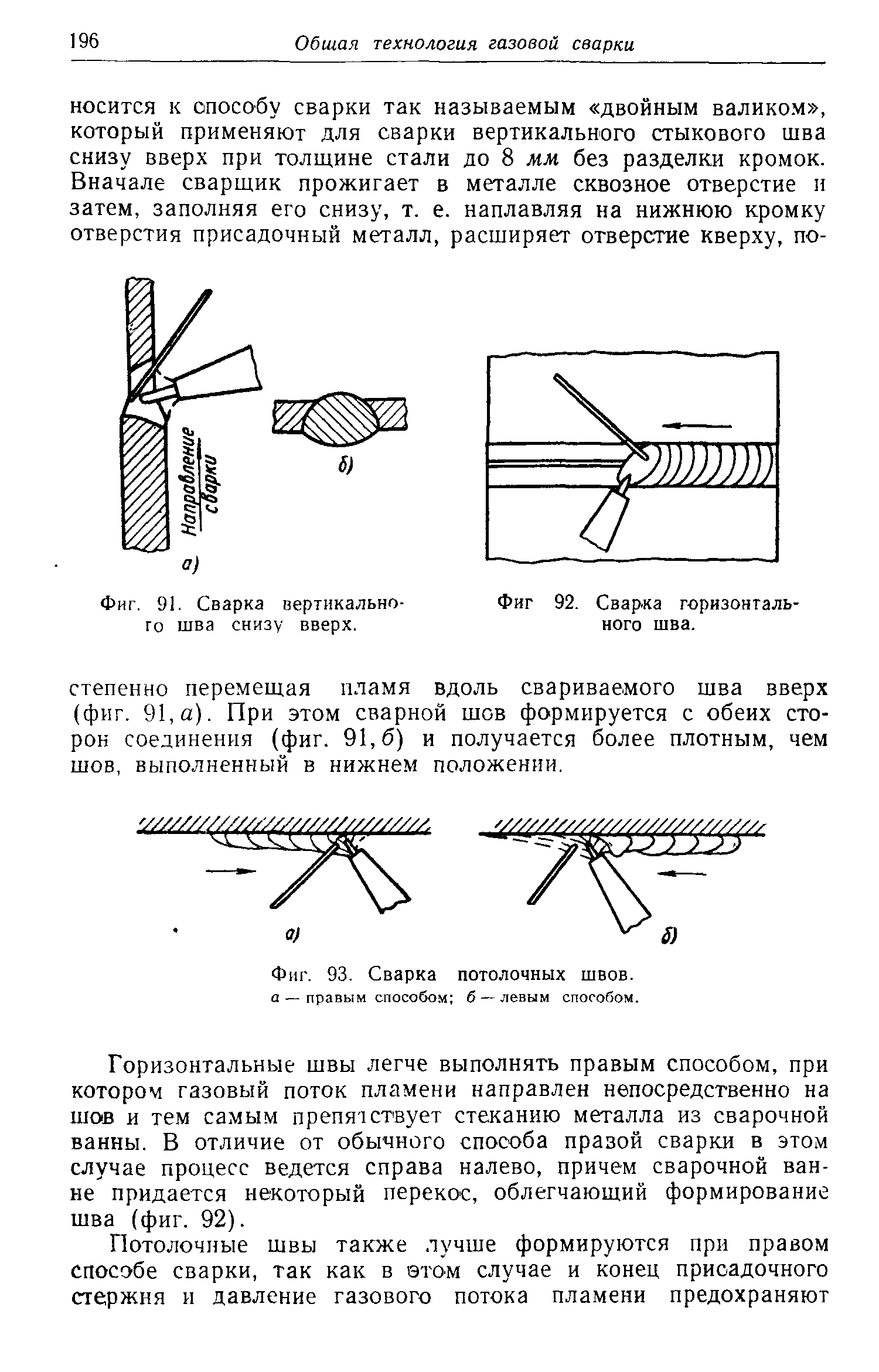
Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Сварка лесенкой
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.
Обратно-поступательный способ
Способы сварки угловых соединений
Угловые швы при сварке чреваты множеством дефектов, поэтому необходимо помнить о причинах их возникновения и предупреждать это. Разработаны несколько методов, которыми удается соединять металлические детали под определенным углом. Каждый сварщик может пользоваться ими в зависимости от ситуации или для выявления наиболее качественного результата в своем случае.
«Лодочкой»
Сварочный шов этим методом применим в случае небольших конструкций, незакрепленных к полу, которые можно переворачивать. Это наиболее приемлемый вариант для начинающих сварщиков. Изделие ставится в форму V, что напоминает лодку, и от этого происходит название метода.
Электрод держится вертикально с легким наклоном на себя. Сварка ведется без колебательных движений, с целью заполнить корень. После отбития шлака выполняется следующий проход, в зависимости от толщины металла. Последующие швы могут иметь поперечные манипуляции концом электрода для придания нужной ширины. Этот метод позволяет накладывать присадочный металл равномерно на обе стороны и избегать подрезов с непроварами.
В нижнем положении
Крупные конструкции, которые невозможно наклонить для положения «лодочки», свариваются в нижнем положении. Чтобы качественно заполнить корень шва, электрод ставится под 45 градусов относительно полок и наклоняется вправо или влево. и ведется шов.
Во время первого прохода нет необходимости в поперечных движениях электродом
Но важно регулярно делать продольные рывки концом, чтобы отогнать жидкий шлак, иначе он затечет наперед и полностью закроет видимость сварочной ванны. Если корневой шов был выполнен правильно, то последующие слои можно накладывать движением полумесяцем
Важно создавать небольшие задержка электрода на боковой части и двигаться без промедлений на нижней стороне.
Сваривание угловых швов будет получаться при соблюдении вышеприведенных советов. Оптимальная сила тока для толщины металла в 4-6 мм составляет 250 — 300 А. . Регулярная практика поможет освоить этот непростой вид соединений и стать более хорошим сварщиком.
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
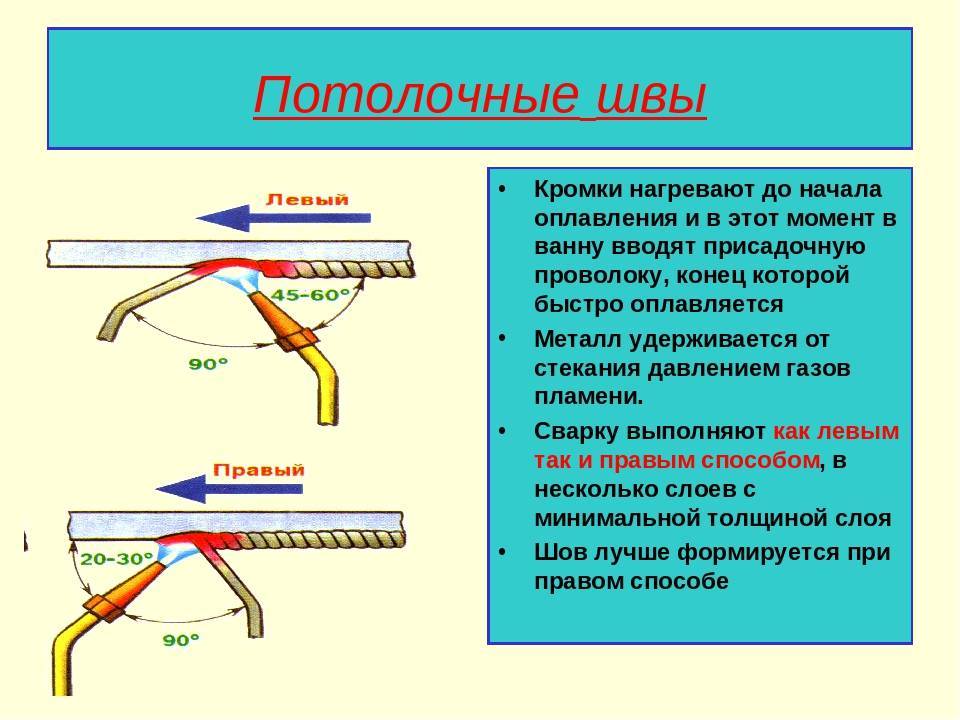
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Главное, чтобы не испортить шовное соединение, необходимо постоянно отслеживать скорость сварки и не допускать вываривания широких валиков, чтобы не было подтеканий расплавленного металла.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Работа с поворотными и неповоротными стыками
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
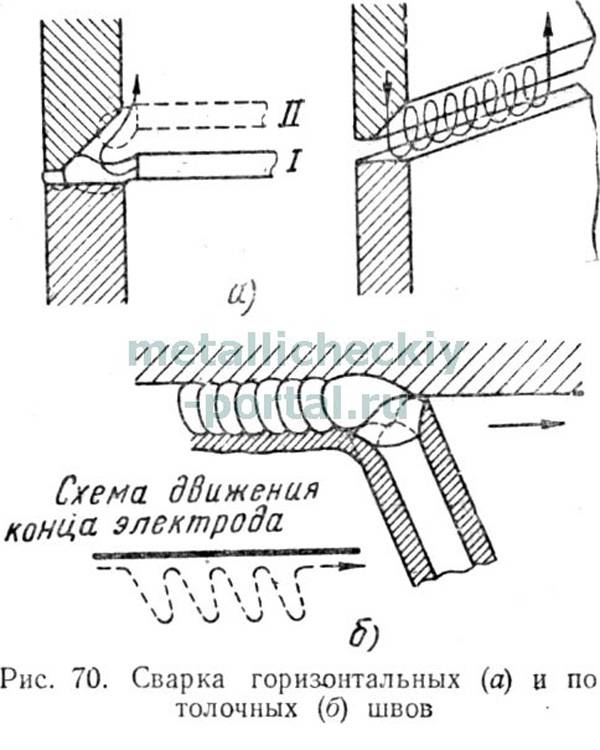
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.




К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.

Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.
В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
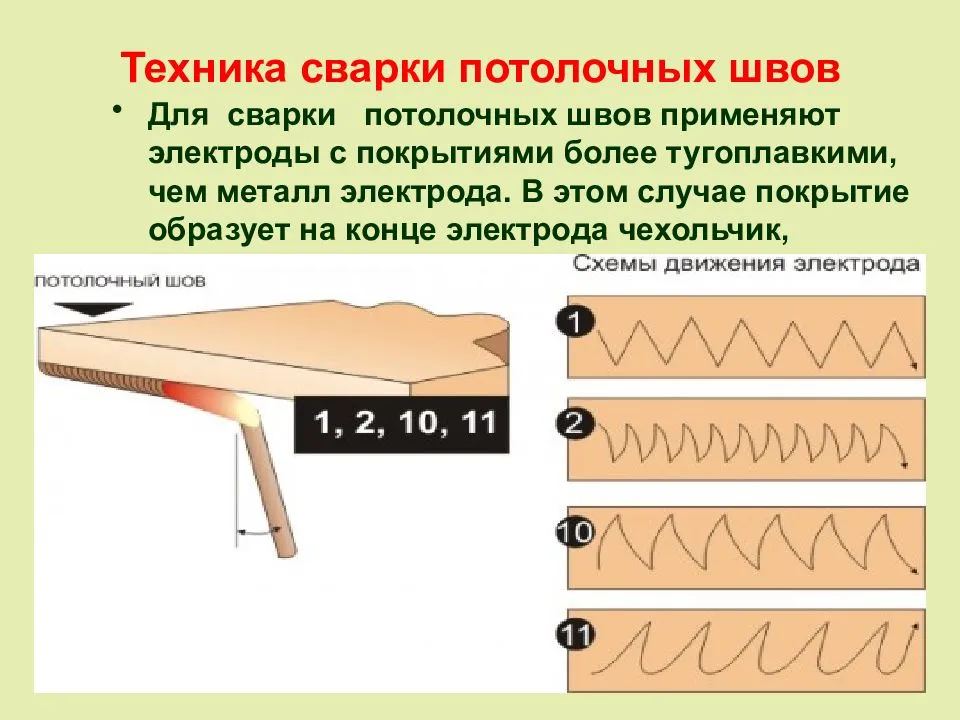
Рабочие методики
Работа дуговой сваркой может выполняться в следующих техниках:
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.
Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.

Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
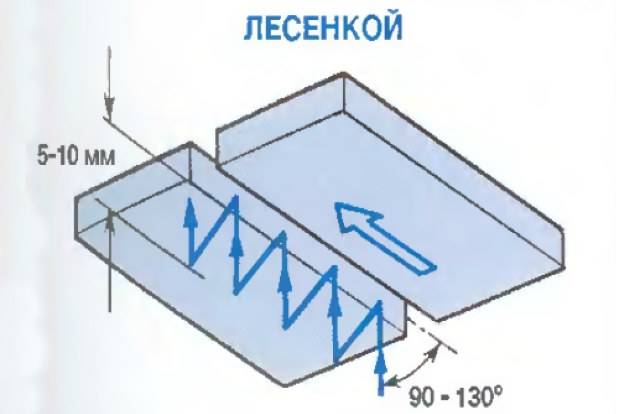
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.
Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.
Виды потолочных швов
Формирование потолочных швов признают одним из самых проблемных процессов, для исполнения которого необходим большой опыт работы в этом направлении, обладание глубокими познаниями технологий и способов сварки.
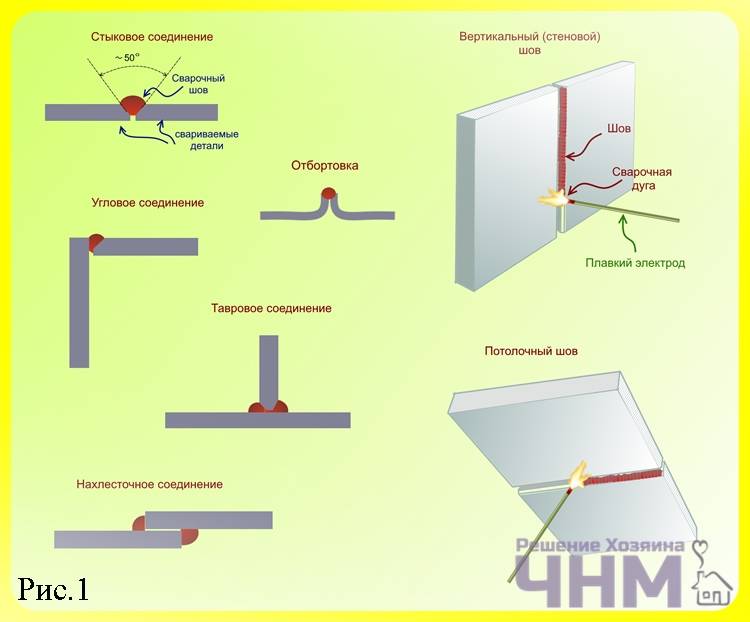
В зависимости от способа образования, различают три основных типа швов: стыковой, внахлест и тавровый.
Тавровый потолочный шов
Эта разновидность представляет собой форму буквы «Т». Его делают с одним или двумя швами. Что касается разделки кромок, то эта операция остается на усмотрение сварщика. Во многом все зависит от толщины деталей, подлежащих сварке и количества швов:
- одинарный шов, толщина металлических листов до 4 мм – обработка кромки не требуется;
- двойной шов, толщина металла 4-8 мм – обработка кромки не обязательна;
- одинарный шов, толщина металлических профилей 4-12 мм – необходима разделка кромки с одной стороны;
- двойной шов, толщина металла до 12 мм – требуется разделка кромки с обеих сторон, причем швов должно быть также два.
Одним из разновидностей таврового потолочного шва считают угловое соединение. Визуально оно напоминает букву «У». Требования к нему предъявляют аналогичные, как к классическому тавровому шву, однако существует несколько особенностей. Уровень наклона электрода к металлической поверхности должен колебаться в пределах 60 градусов. Если он будет меньше, качество сварки ухудшится. Особенно это заметно, если необходимо соединить между собой два металлических профиля разной толщины. При несоблюдении требования большая часть прогрева придется на более толстый профиль, что приведет к тому, что тонкий металл не будет прогорать.
Стыковое соединение (шов встык)
Шов встык в сварке используется при соединении листового металла или торцов труб. Детали укладывают так, чтобы между ними был зазор в 1-2 мм, по возможности жестко фиксируют струбцинами. В процессе сварки зазор заполняется расплавленным металлом.
Тонкий листовой металл — до 4 мм толщиной — сваривается без предварительной подготовки (зачистка ржавчины не в счет, она обязательна). В этом случае варят только с одной стороны. При толщине деталей от 4 мм, шов может быть одинарным или двойным, но требуется заделка кромок одним из представленных на фото способом.
Типы подготовки деталей при сваривании встык
- При толщине детали от 4 мм до 12 мм, шов может быть одинарным. Тогда края зачищают любым из способов. Удобнее при толщине до 10 мм делать одностороннюю подготовку, а более толстые детали зачищают чаще в виде буквы V. U-образная зачистка сложнее в выполнении, потому используется реже. Если требования к качеству сварки повышенные, при толщине более 6 мм необходима зачистка с двух сторон и двойной шов — с одной и с другой стороны.
- При сварке металла толщиной от 12 мм встык, точно необходим двойной шов, прогреть такой слой с одной стороны невозможно. Обрезка кромок двухсторонняя, в виде буквы Х. Использовать при такой толщине V или U образные зачистки кромок невыгодно: для их заполнения требуется в несколько раз больше металла. Из-за чего увеличивается расход электродов и значительно снижается скорость сварки.
Разделка кромок металла при соединении деталей встык (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Если все-таки решено металл большой толщины варить с односторонней разделкой, заполнять шов нужно будет в несколько проходов. Такие швы называют многослойными. Как в этом случае варить шов показано на рисунке ниже (цифрами обозначен порядок укладки слоев металла при сварке).
О сварке тонкого металла инверторным сварочным аппаратом читайте тут.
Как варить стыковой шов: однослойный и многослойные (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
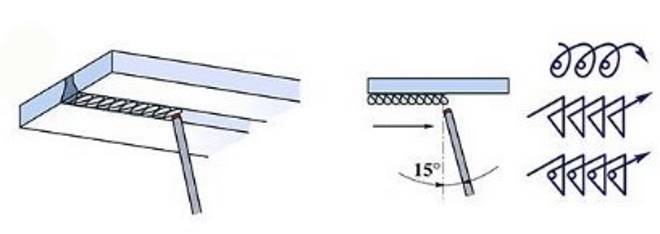
Соединение внахлест
Этот тип соединения используется при сварке листового металла толщиной до 8 мм. Проваривают его с двух сторон, чтобы между листами не попала влага и не было коррозии.
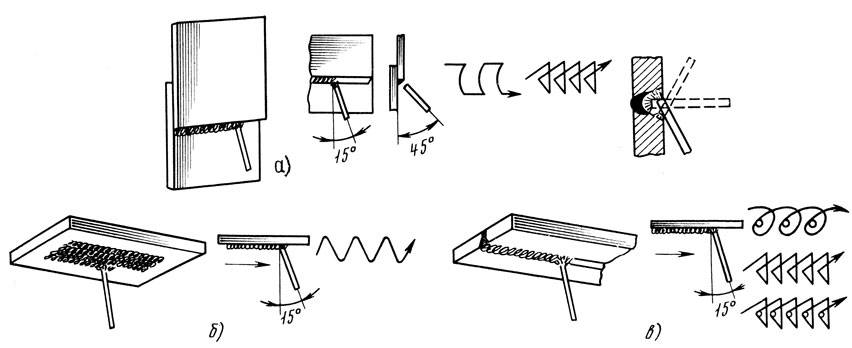
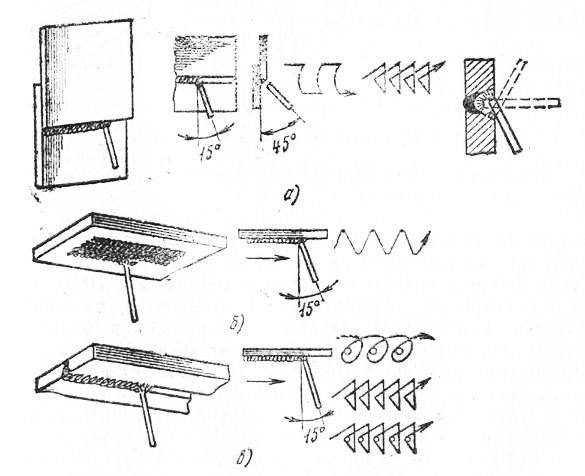
При выполнении шва внахлест, необходимо правильно выбрать угол наклона электрода. Он должен быть порядка 15-45°. Тогда получается надежное соединение. При отклонении в ту или другую сторону основная масса расплавленного металла находится не на стыке, а в стороне, прочность соединения значительно снижается или детали остаются вовсе не соединенными.
Как правильно держать электрод при сварке внахлест (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
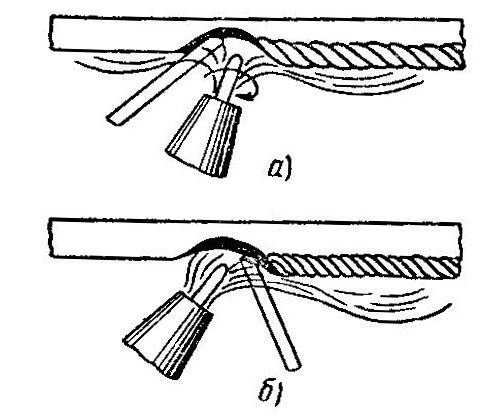
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
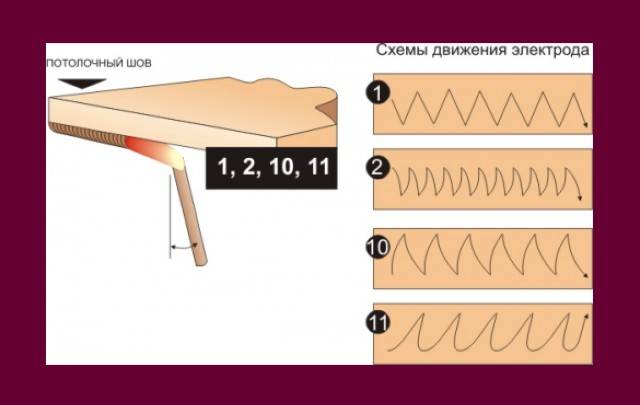
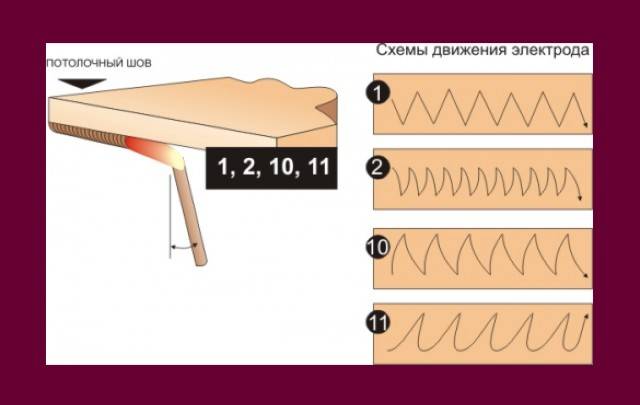
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).



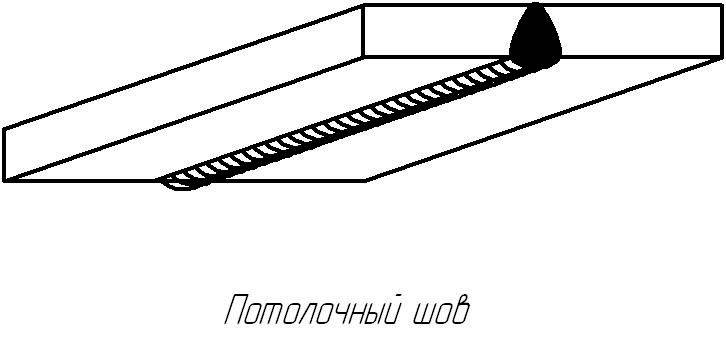
Потолочный сварочный шов
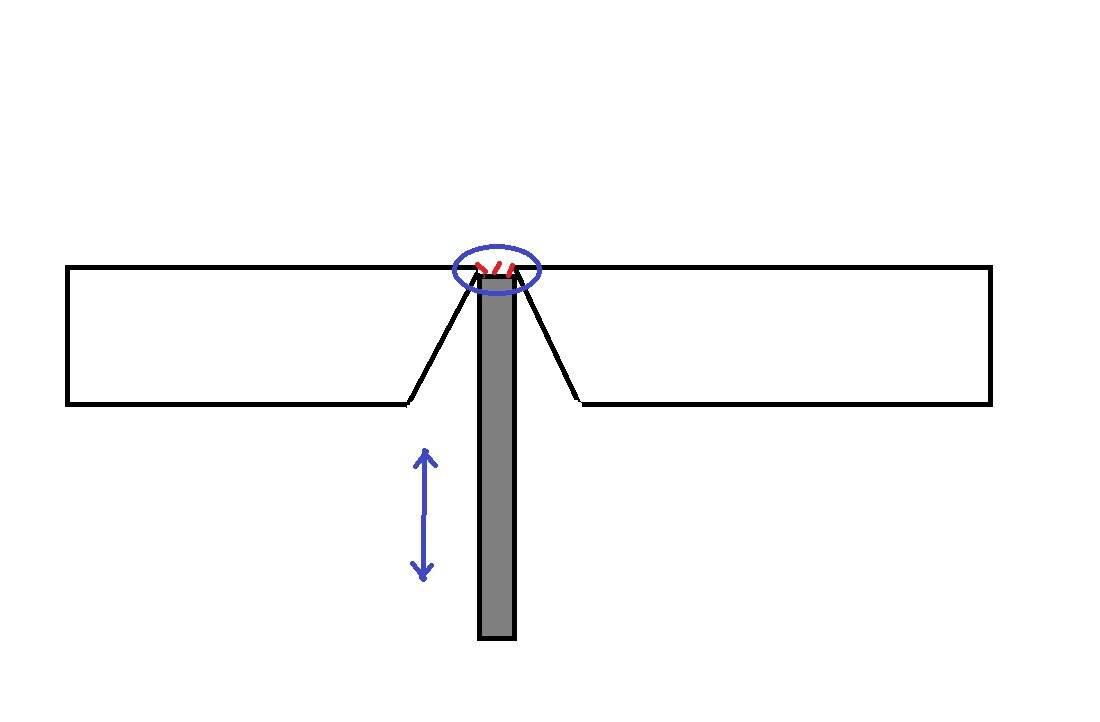
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
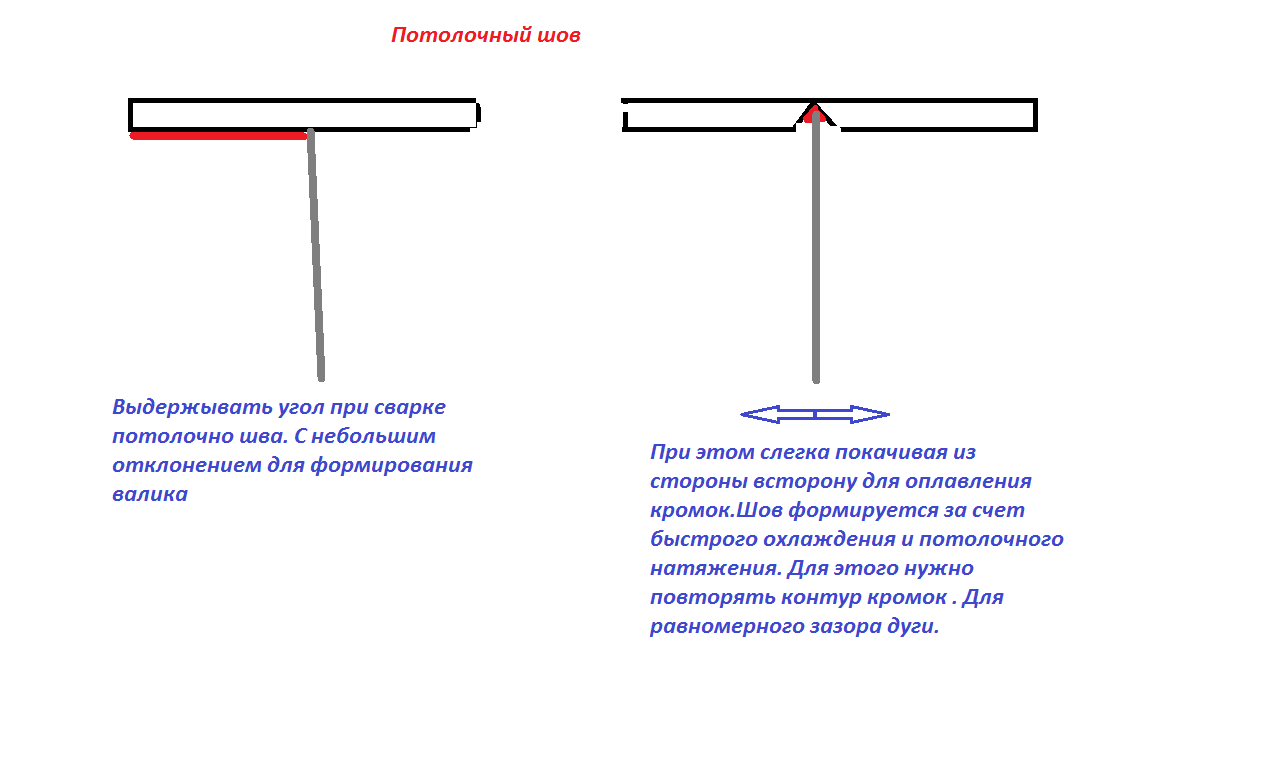
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
Схема положения шва в пространстве
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
Крепим современную лепнину
Давайте остановимся на креплении галтели из полиуретана, так как это самый доступный и распространенный на сегодняшний день материал.
Сначала рассчитаем материалы, и подготовим инструмент.
Считаем длину всех стен комнаты и делим на длину одной планки. Число, полученное в результате расчета, округляем до целого в большую сторону. Рекомендуется купить галтели с небольшим запасом. В качестве крепежа отлично подойдет клей «жидкие гвозди» или акриловый герметик. Кстати, акриловый герметик понадобится и для заполнения швов между плинтусом, стеной и потолком.
Акриловый герметик
Необходимый инструмент:
- Дисковая пила для запиливания углов. Хотя, вполне подойдет и обыкновенная ножовка по металлу.
- Шаблон, он же стусло для запиливания угла в 30,45 градусов.
- Строительный нож.
Заделываем потолковые щели
Удобнее всего начать установку планок с внутренних углов, продвигаясь по прямым участкам. Далее устанавливаем плинтус в стусло. Гладкой поверхностью прижимаем к боковой стенке и запиливаем под углом в 45 градусов для прямых углов. Если угол сопряжения стен отличается – угол запиливания определяетя экспериментально
Внимание! Для одного угла или откоса планки должны быть запилены зеркально. После того, как лепнина готова, начинаем приклеивать. Для этого наносим клей на боковые поверхности галтели и аккуратно прижимаем от угла по всей длине
Продолжаем клеить планки встык
Для этого наносим клей на боковые поверхности галтели и аккуратно прижимаем от угла по всей длине. Продолжаем клеить планки встык.
Продолжаем клеить планки встык
После того как все планки приклеены, заделываем швы между потолком, плинтусом и стеной тонким слоем акрилового герметика. Излишки убираем салфеткой или «универсальным инструментом» т.е. пальцем. Лепнина преобразила ваш потолок!

Лепнина преобразила ваш потолок
Если вам по-прежнему трудно определиться с выбором лепнины, рассчитать ее количество или подобрать цвет потолка и стен, не расстраивайтесь. На многих сайтах производителей есть бесплатные онлайн-сервисы для подбора материалов, расчета их количества, а также подбора цвета потолка и стен. Работает все это очень просто. Вы заходите в онлайн сервис. Указываете размеры своего помещения, делаете подбор цвета, если необходимо, и определяете количество декоративных элементов.
Смелее творите, экспериментируйте с цветами и материалами, и ваше жилище наполнится красотой и уютом!
Особенности потолочной сварки
Потолочную сварку считают довольно трудоемким и сложным процессом, поэтому новичкам не рекомендуют выполнять эту операцию самостоятельно. Перед ней в обязательном порядке нужно провести подготовительные работы, подобрать качественный инструмент, обзавестись средствами индивидуальной защиты.
Потолочное сцепление характеризуют рядом сложностей. В процессе выполнения работы расплавленный металл может стекать вниз, что несет определенную опасность для сварщика. Только опытные профессионалы, хорошо разбирающиеся в технологии сварки, могут избежать подобных сложностей, тщательно соблюдая технику безопасности.
Прежде чем приступить к спаиванию потолочных швов, необходимо знать некоторые особенности процесса:
- для объединения потолочных валиков нужно применять исключительно сварку полуавтоматом или ручным методом;
- для увеличения прочностных и эксплуатационных показателей потолочных сцеплений используют покрытые электроды;
- длина электродов не должна превышать 4 мм, так как сварку полотна осуществляют в формате дуги с минимальным радиусом;
- ширина образованного потолочного шва должна быть несколько меньше, чем толщина электрода;
- осуществлять сварку необходимо в сухом помещении с низким уровнем влажности. На электроде, сварочном аппарате и металлических профилях также должна отсутствовать вода. Это требование объясняют тем, что в процессе сварки вода преобразовывается в пар, который, соединяясь с химическими компонентами, формирует газ, оказывающий негативное воздействие на качество валика;
- чтобы отслеживать качество получаемого шва необходимо работать по направлению «на себя». Это позволит видеть процесс и контролировать его;
- для предотвращения растекания металла электрод следует поместить под небольшим углом, немного отводя его в бок.
Первым делом, первым делом перегородки, а затем уж, потолок
Впервые с вопросом сопряжения потолка строитель сталкивается еще на этапе возведения перегородок. Верхний узел примыкания вызывает у многих стресс. В случае с блочной стеной обычно сначала намазать верхнее ребро блока или кирпича клеем, а потом «вдавливают» между стеной и потолком. В результате клей или раствор частично остается на блоке, частично выдавливается. Образуется щель, которую нужно умудриться зашпаклевать. И даже если шпатлевка прошла успешно, все равно может появиться щель. Лучшим, на мой взгляд, является использование монтажной пены. Воспользоваться ей можно, когда перегородка набрала необходимую прочность.
Использование монтажной пены для заделки щелей
Сначала в верхний шов вставляем пистолет с баллоном пены и аккуратно проходим с внешней и наружной сторон перегородки. После высыхания пены излишки удаляем обычным строительным ножом. Готово! В результате получается высокотехнологичный прочный узел примыкания. Такое сопряжение отлично компенсирует движение потолка и стен и обеспечивает отличную звукоизоляцию помещению. В случае с гипсокартонными перегородками щель пытаются заделать шпатлевкой. Попробуйте при монтаже листов гипсокартона сначала оставить вверху зазор не больше 5 миллиметров. А затем заделайте шов акриловым герметиком. Герметик так же, как и пена компенсирует мелкие деформации.





