

Виды флюсов
При термическом воздействии на поверхности металлической заготовки образуется оксидное покрытие, препятствующее образованию качественного соединения с припоем. Для устранения таких препятствий используют разные виды флюсов для пайки, некоторые из которых также ликвидируют следы ржавчины и окалины.

Флюсы можно классифицировать как раз по совместимости с припоями (твердыми и мягкими) или по температурной стойкости. Например, для мягкой пайки тяжелых металлов используют средства с маркировками F-SW11 и F-SW32. Для твердого соединения тяжелых сплавов задействуют флюсы для пайки видов F-SH1 и F-SH4. Легкие же металлы наподобие алюминия рекомендуется предварительно обрабатывать составами групп F-LH1 и F-LH2.
Контактно-реакционный

Вид пайки под названием «контактно-реакционный» или «реактивный» означает процесс сплавления при контакте двух деталей из разных металлов.
Происходит фазовый переход металла из твердого в жидкое состояние с последующим отвердением и сплавлением. Часто такое соединение осуществляют через тонкую прослойку, которая нанесена на одну из заготовок гальваническим или иным способом.
Используются легкоплавкие материалы – эвтектики. Так можно соединить серебро и медь, где между деталями будет образован медно-серебрянный сплав. Проводят пайку олова и висмута, серебра и бериллия, графита и стали.
Можно спаивать алюминий с другими материалами через прослойку меди или кремния. Соединение получается прочным, время пайки занимает доли секунд.
Характеристики процесса
Внутри паяльника стоит ТЭН определённой мощности, помещённый в изолирующую рубаху из керамики либо иного жаростойкого материала. Это нужно, чтобы все тепло шло внутрь, где расположено жало. Основное отличие паяльников в мощности и форме. В зависимости от этого мастер и решает, что конкретно требуется использовать.
Часто работают инструментом в электронике
В рассматриваемом случае важно не превысить мощность рассеивания сравнительно хрупких резисторов, микросхем, конденсаторов. Если это произойдёт, работу переделывают заново
С той разницей, что придётся испорченный элемент докупить в магазине. Поэтому важно научиться паять правильно.
Сложно сказать, какая мощность потребуется в конкретном случае. Радиолюбители ориентируются на размеры.
Мощность паяльника

Разновидности паяльников
Вначале оценивается мощность паяльника. Понятно, что агрегатом на 100 Вт лезть в материнскую плату попросту опасно. Разумнее приобрести паяльник на 20 или 50 Вт
Обратите внимание, что не все паяльники питаются от сети 220 В. Известно множество примеров несоблюдения правила
Производитель руководствуется простой логикой: для маломощного паяльника требуется витая спираль, вносящая большие потери на частоте 50 Гц. Логичнее перейти на постоянный ток. В подобном случае индуктивность уже не играет большой роли. Если включить маломощный паяльник для постоянного тока (крайний справа на фото) в сеть переменного тока 220 В, изделие сгорит. Но китайцы выпускают малого размера паяльники (второй слева). Представленный на фото показывает мощность 40 Вт и питается от стандартной розетки. Наконец, по умолчанию, в СССР выпускали паяльники на 100 Вт (крайний слева). Как определить мощность и напряжение питания? Это основная трудность: зачастую паяльник не несёт различимых обозначений. Если брать китайский, на нем приклеен красно-белый стикер (см. фото) с информацией, а у прибора с деревянной ручкой мощность указана на вилке. Защитный кожух 100-ваттного паяльника промаркирован соответствующим образом. Там указывается ГОСТ, информацию возможно почерпнуть из документации. Мощный паяльник на 100 Вт позволяет работать с грубыми и большими деталями, незаменим для твёрдых припоев.
Сечение жала
Часто роль играют размеры жала (металлического стержня для пайки). К примеру, 100-ваттный паяльник имеет солидной толщины медную палку. Если нужно паять нечто более тонкое, жало меняют. У рассматриваемого паяльника оно просто вытаскивается, а где купить запасное – уже второй вопрос. К примеру, жала продаются в специальных магазинах для радиолюбителей и могут стоить приличной суммы. Китайский паяльник на 40 Вт с отличным острием обошёлся в 40 рублей (FixPrice), а жало подобного рода может стоить отдельно и 300 рублей. Система крепления разная. К примеру, у паяльника постоянного тока оно выкручивается, а у китайского держится на винтах (как и у прибора с деревянной ручкой). Материал возможен разный. Громоздкие жала 100-ваттных паяльников обычно медные, а скромные и миниатюрные изготавливаются из сплава цветных и черных металлов. Но оба варианта позволяют работать со всеми припоями, поддающимися плавлению.
Подготовка к пайке
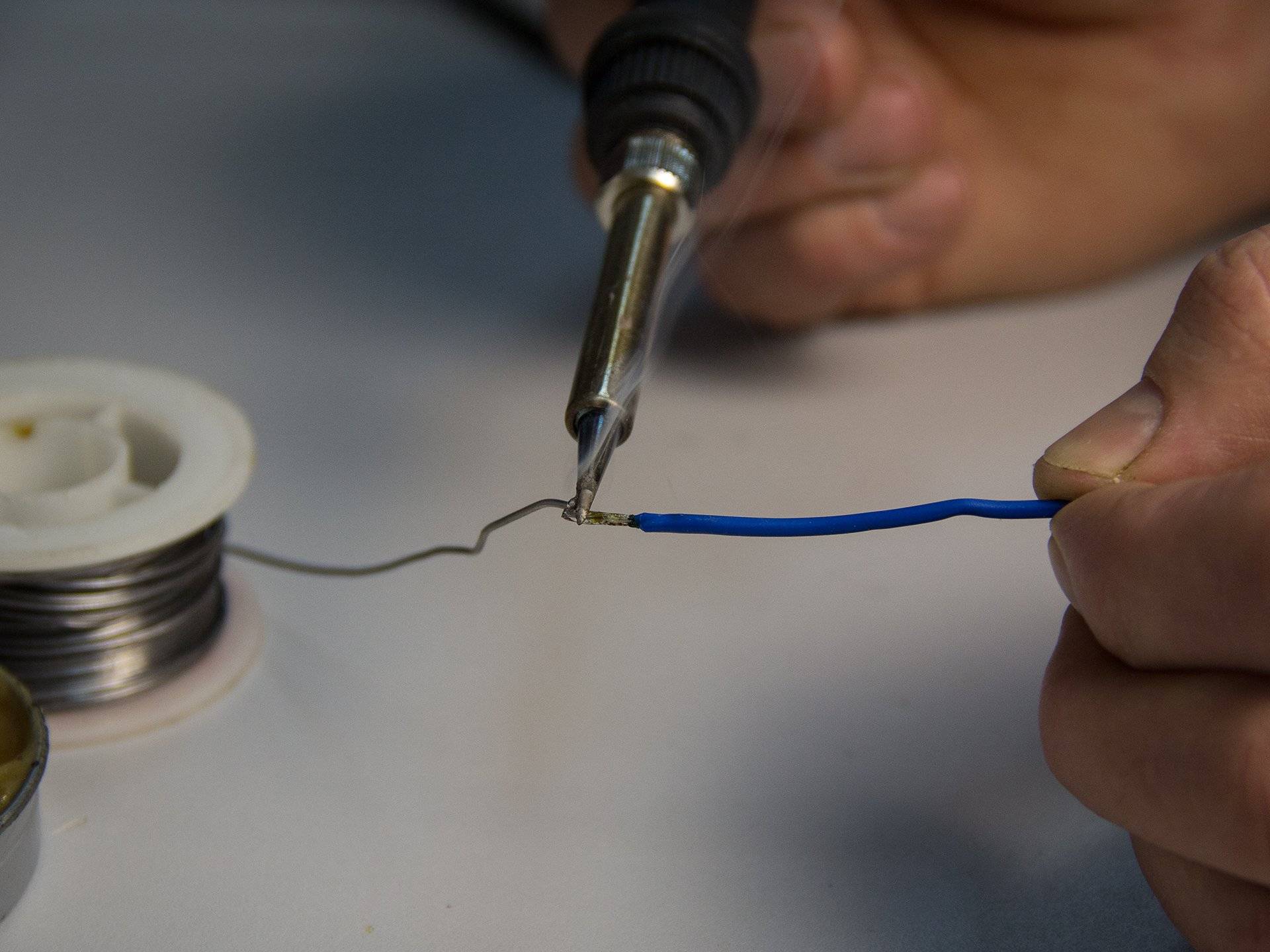
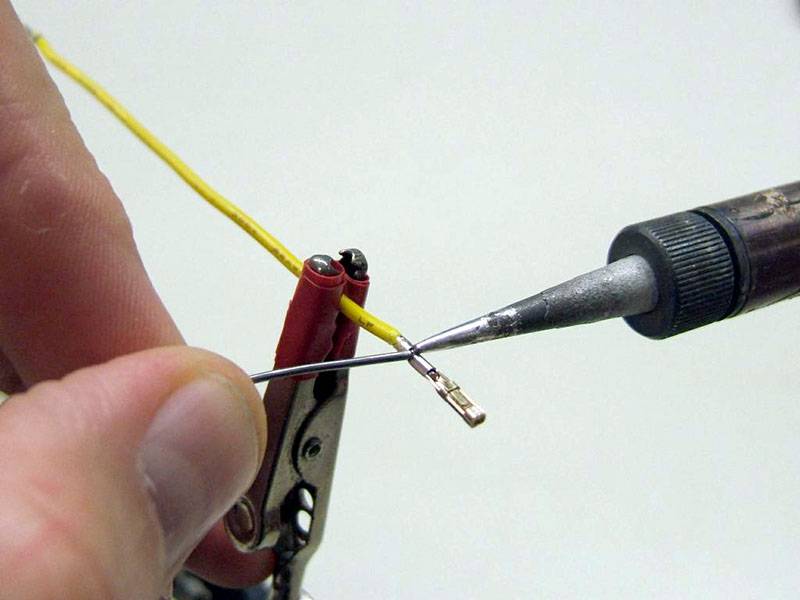
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.

Зачищаем от изоляции
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).

Как перед пайкой очистить проводники от лакового покрытия
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Как быстро научиться паять
Для того чтобы освоить азы пайки необходимо правильно подобрать инструмент. Начнем с главного, с выбора паяльника.
Выбираем правильный паяльник
В большинстве случаев, подойдет паяльник с медным жалом 40-60 Вт, подставка, флюс (лучше всего канифоль) и припой.

Не следует гоняться за дорогими керамическими приборами и паяльными станциями. Для обучения вполне подойдет базовый набор. И не забудьте пинцет.
ВАЖНО! После того, как вы освоите азы пайки – станет понятно, что обучающий набор подходить для 90% домашней работы с паяльником.
Многие продвинутые радиолюбители десятки лет пользуются еще советскими паяльниками без регуляторов.

А качеству пайки может позавидовать владелец оснащенной по последнему слову техники паяльной станции.
Чтобы правильно паять, нужно тренироваться
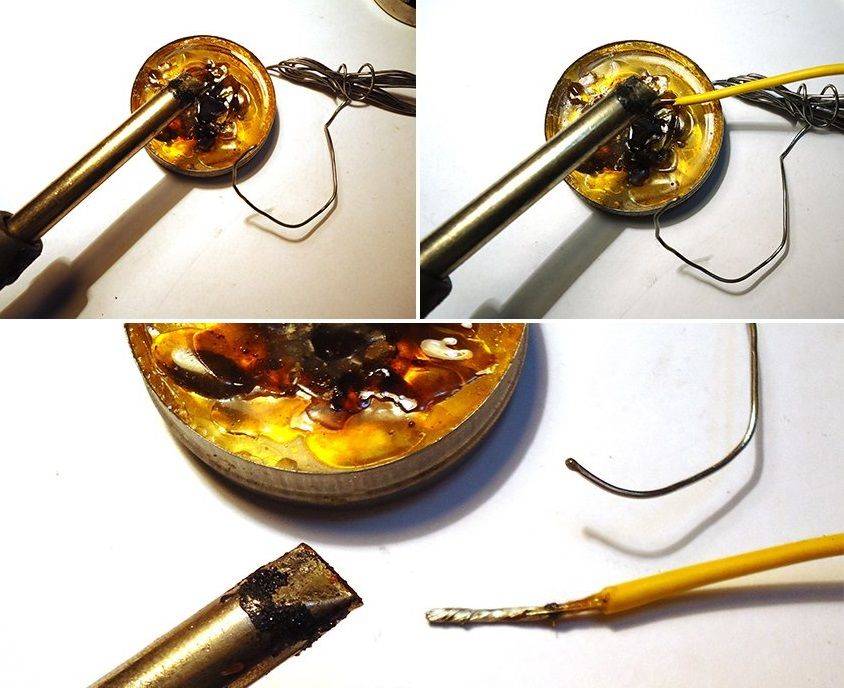
Если инструмент новый необходимо подготовить жало, заточить и залудить. Это способ годится исключительно для жал из меди.



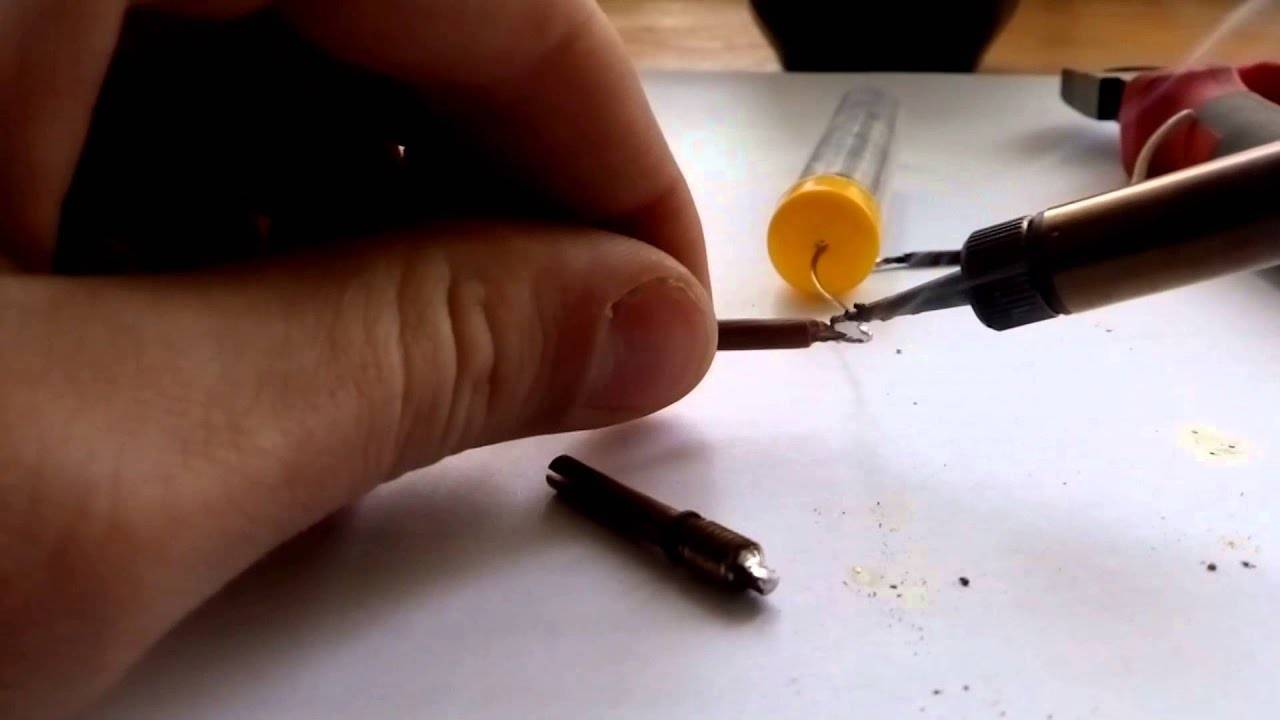

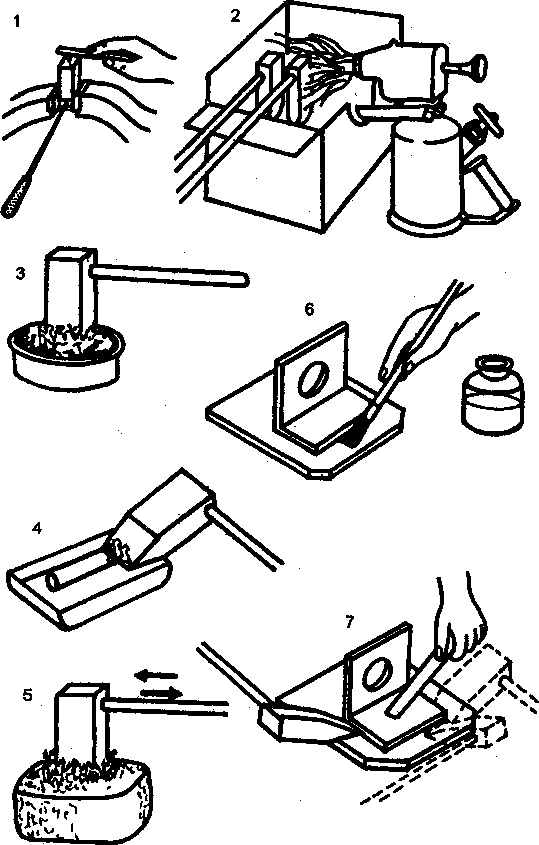

Как залудить жало, пошаговая инструкция
Если вы уже пользовались инструментом, то правильно подготовить жало к работе поможет это видео
Далее, нарежьте несколько кусочков провода разного сечения, и найдите любой сломанный электроприбор (транзисторный приемник или кассетный магнитофон). Из этого набора можно сделать отличный полигон для тренировок.
Как правильно залудить жало, если припой не липнет — видео
Выпаивайте и ставьте обратно радиодетали на схеме, соединяйте провода со скруткой и без нее. Лучшее пособие для обучения – самостоятельная практика на компонентах, которые не жалко испортить.
Последовательность действий
Не торопитесь сразу соединять две детали припоем. Для начала освойте зачистку провода и контактной площадки на монтажной плате. Затем потренируйтесь лудить разделанный провод.
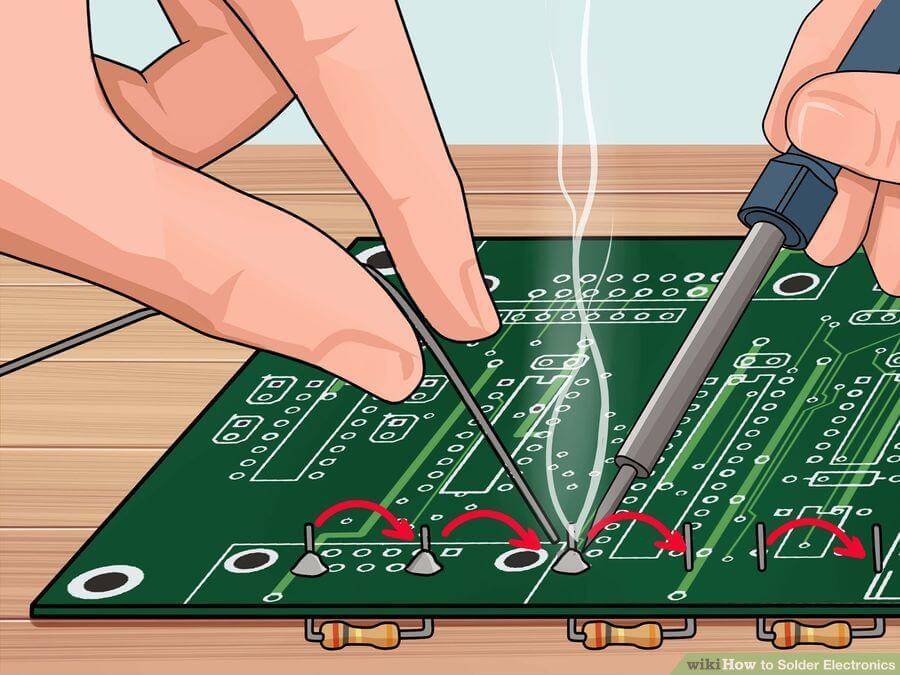
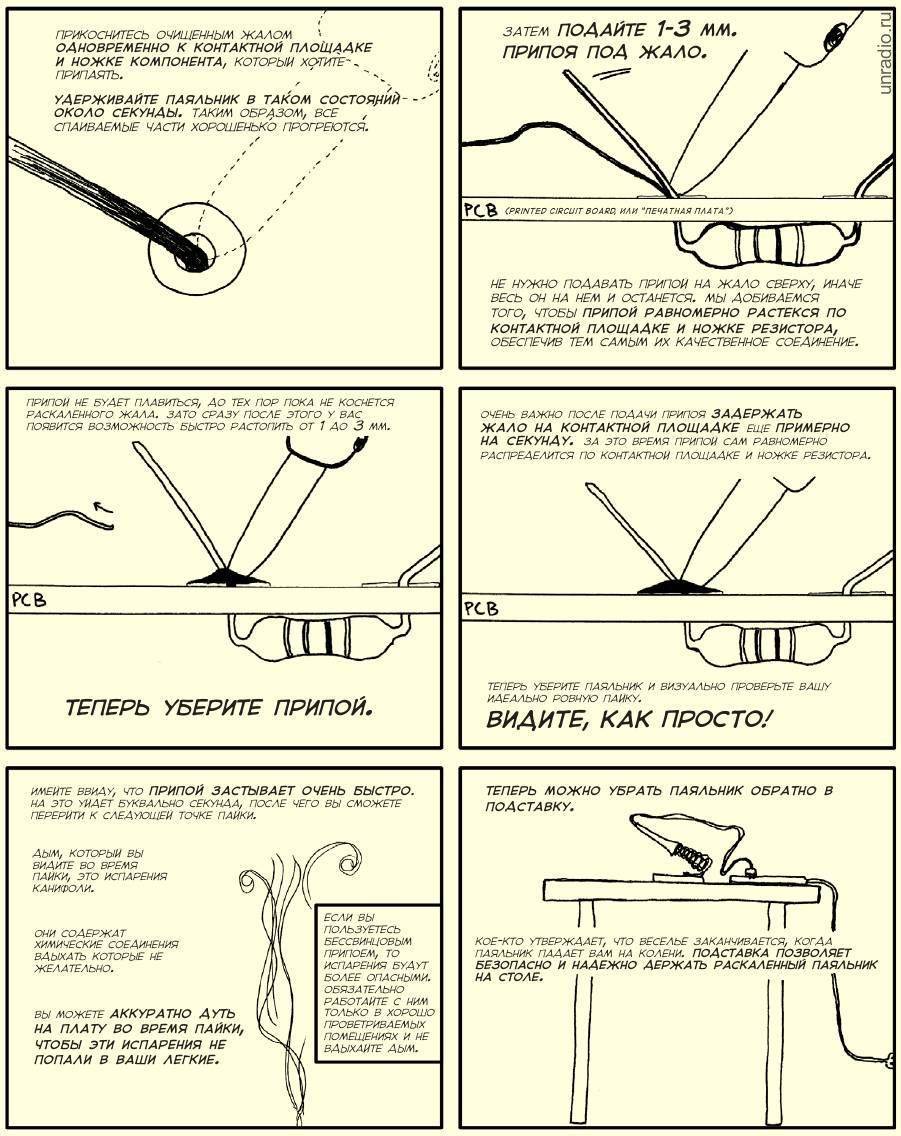
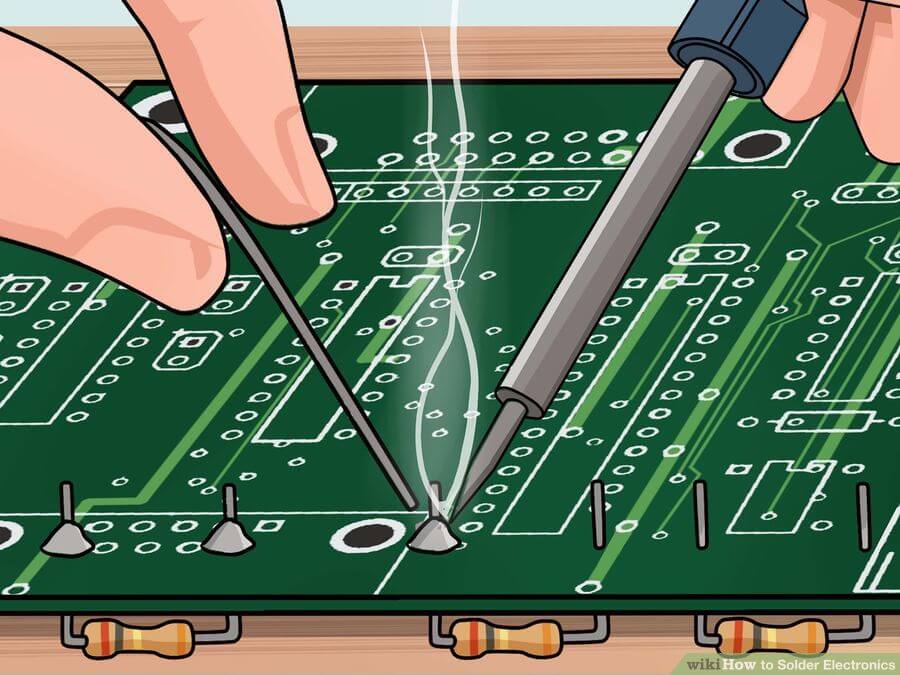
Попробуйте выпаять из платы двух, а затем и трех контактную радиодеталь (к примеру – транзистор). И только после этого пробуйте паять начисто. Запомните главное правило – сначала прогреть место спайки, затем добавить в него припой.
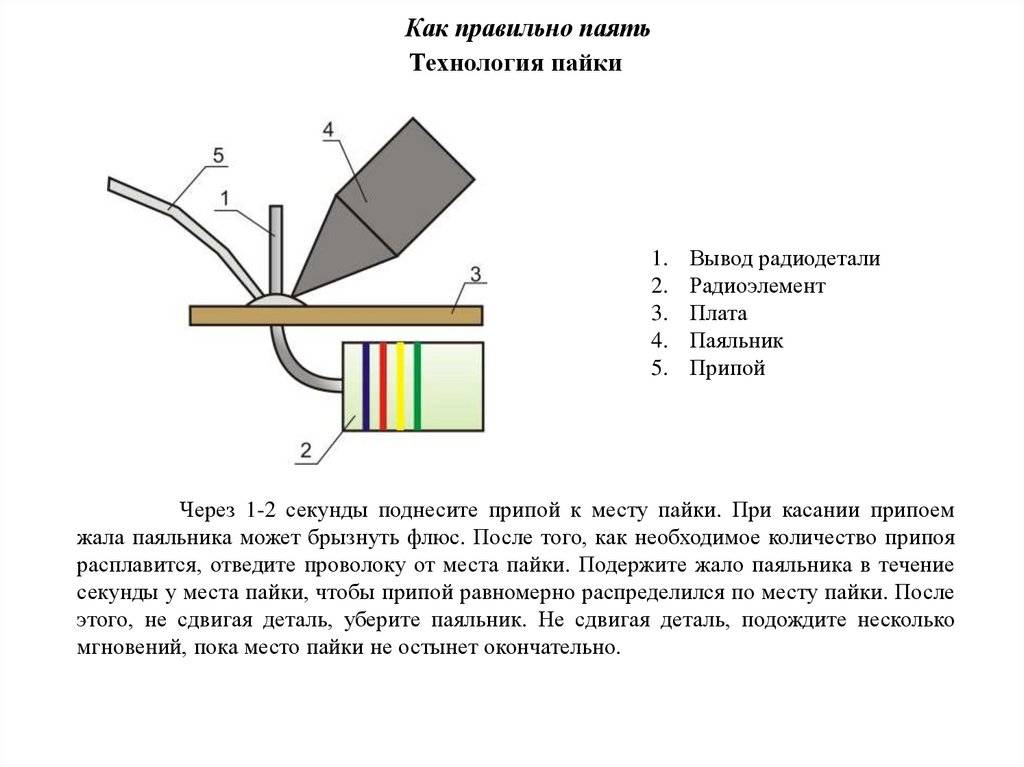
Добавить припой можно несколькими способами.
- Поднести расплавленный состав на кончике жала
- Поднести проволочку припоя к месту соединения и прижав все жалом дождитесь, кода состав начнет плавиться.
 |  |
Время прогрева и основное время пайки не должно превышать 2-3 секунды. Как только вы освоите этот временной интервал – считайте себя профессионалом.
ВАЖНО! Качественная пайка за такое короткое время возможна только при правильном подборе мощности паяльника и типа припоя с флюсом.
Правильная теплопередача
Многие начинающие радиолюбители паяют, касаясь детали лишь острым кончиком жала. Это распространенная ошибка, основанная на боязни перегреть радиодеталь. Площадь касания должна быть как можно больше.
Тогда теплообмен будет происходить быстрее, и времени на прогрев уйдет на порядок меньше. Деталь просто не успеет нагреться.
Обратите внимание
Температура жала считается правильной, если припой жидкий, собирается в виде капельки.
Газовые

Представляет собой миниатюрную газовую горелку. Отсутствие электричества позволяет выполнять запайку изделий в любых условиях. В качестве заправочной емкости используется обычный баллончик для зажигалок. За форму и величину пламени отвечает специальная мембрана.
Модели отличаются максимальной температурой, габаритами, способами розжига, а также наличием дополнительных датчиков, например терморегуляторов.
Газовое топливо позволяет применять любые припои, в том числе и термостойкие.
Основным недостатком газовых приборов является высокая пожароопасность и малая площадь прогрева, что не позволяет соединять массивные детали.
Компактные модели обычно используют в ювелирных мастерских.
Электрические паяльники
Тоже распространенный в бытовой среде вид паяльного оборудования, которое отличается безопасностью (по сравнению с газовыми аппаратами) и компактными размерами. Но сразу стоит подчеркнуть и недостатки. Во-первых, такие приборы зависимы от электросети, что ограничивает их сферы применения. Во-вторых, электрическое паяльное оборудование поддерживает невысокую температуру нагрева в диапазоне 400 – 450°С. Связано это с тем, что часть энергии утрачивается в процессе преобразования электричества в теплоту.

В выборе устройства надо учитывать максимальное напряжение. Так, в мастерских и на производствах используют стандартные модели на 220 В. В бытовых условиях нередко применяют аппараты, работающие от трансформаторов на 12 и 24 В. Задачи, которые можно решать электрическими паяльниками, в основном ограничиваются починкой мелкой аппаратуры, восстановлением контактов микросхем, соединением пластиковых деталей и т.д.
Основные рабочие процедуры
Технологическая карта или схема «правильной» пайки посредством паяльника предполагает следующий порядок проведения операций.
Прежде чем непосредственно паять, поверхности подлежащих пайке предметов очищают от сильных загрязнений и коррозионных наслоений, после чего их следует зачистить до характерного блеска.
После этого места спайки деталей обрабатываются ранее подготовленным флюсом, посредством которого удаётся улучшить условия растекания припоя по поверхности контакта.
Затем контактная площадка или зона пайки подвергаются защитному лужению, сущность которого состоит в нанесении на них расплавленного до жидкого состояния припоя. При этом расходный материал равномерно растекается по поверхности деталей, которые надо паять, и обеспечивает образование надёжного термического соединения.
При подготовке деталей под лужение предпочтение отдаётся пастообразным флюсам, которые удобно наносятся и легко смываются. Перед обработкой и пайкой детали предварительно соединяют посредством механической скрутки или сжатия пассатижами.








После фиксации на них снова наносится флюс, а затем место контакта прогревается с одновременным введением в него прутка припоя (его состав может отличаться от того материала, что использовался для лужения).
Научиться правильно паять своими руками невозможно, если не научиться лудить жало паяльника. Для лужения рабочий наконечник после полного прогрева паяльника следует с усилием прижать к любой покрытой фольгой поверхности и потереть им по расплавленной канифоли с припоем.
Эту операцию следует повторять до тех пор, пока на гранях медного острия не появится характерная плёнка из припоя, обеспечивающая хорошую адгезию с любым металлом.
Вопрос как правильно надо паять, приходит вместе с заинтересованностью о том, для чего же нужна пайка, и что можно сделать с ее помощью. Это раньше паяли преимущественно кастрюли и самовары, а сегодня паять можно и высокотехнологичные вещи.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Использование паяльника
Схемы регуляторов температуры жала паяльника.
Процесс пайки достаточно прост, но на него распространяется несколько условий. Паяльник с залуженным жалом включается в розетку. Пайку можно начинать только при условии необходимого разогрева кончика жала. Обычный бытовой паяльник разогревается за 5 минут. Главное условие, определяющее, когда можно пользоваться паяльником, основано на том, что достаточно разогретое жало приводит к кипению канифоли и получению однородного расплава припоя.
Такой нагрев соответствует температуре 240-280ºС, что является нормой. Малый нагрев жала ведет только к размягчению флюса и легкому оплавлению олова. Припой в этом случае имеет кашеобразный вид и не может использоваться для пайки. Перегрев паяльника вызывает шипение и разбрызгивание флюса, а расплав припоя не имеет пластичности. В этом случае необходимо отключить паяльник и дать время на его охлаждение. Только после охлаждения паяльника можно повторить попытку пайки.

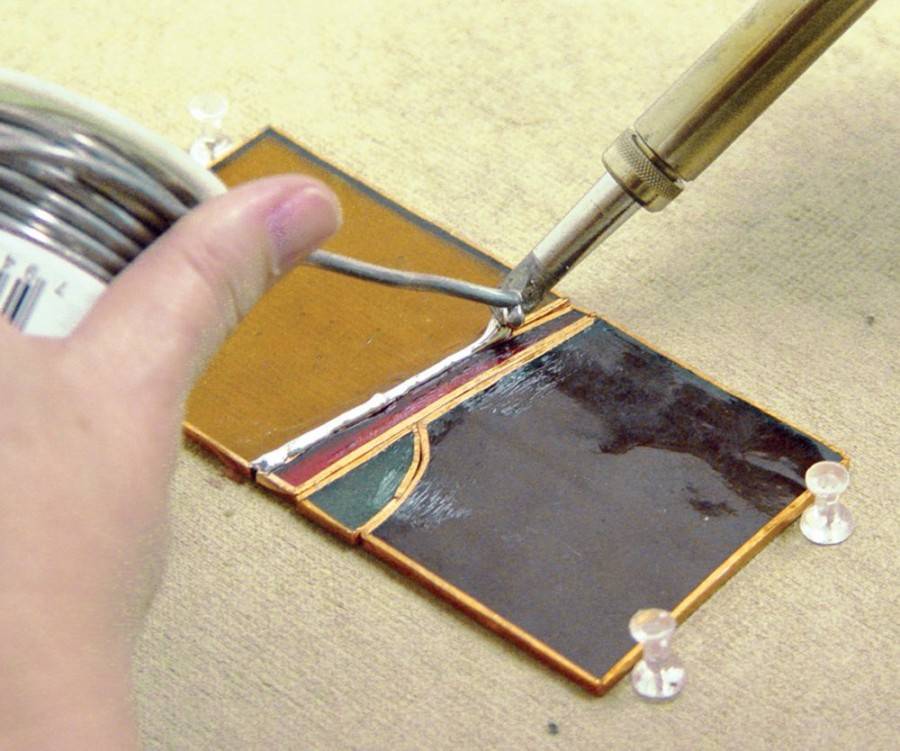
Кондуктивная пайка печатных плат.
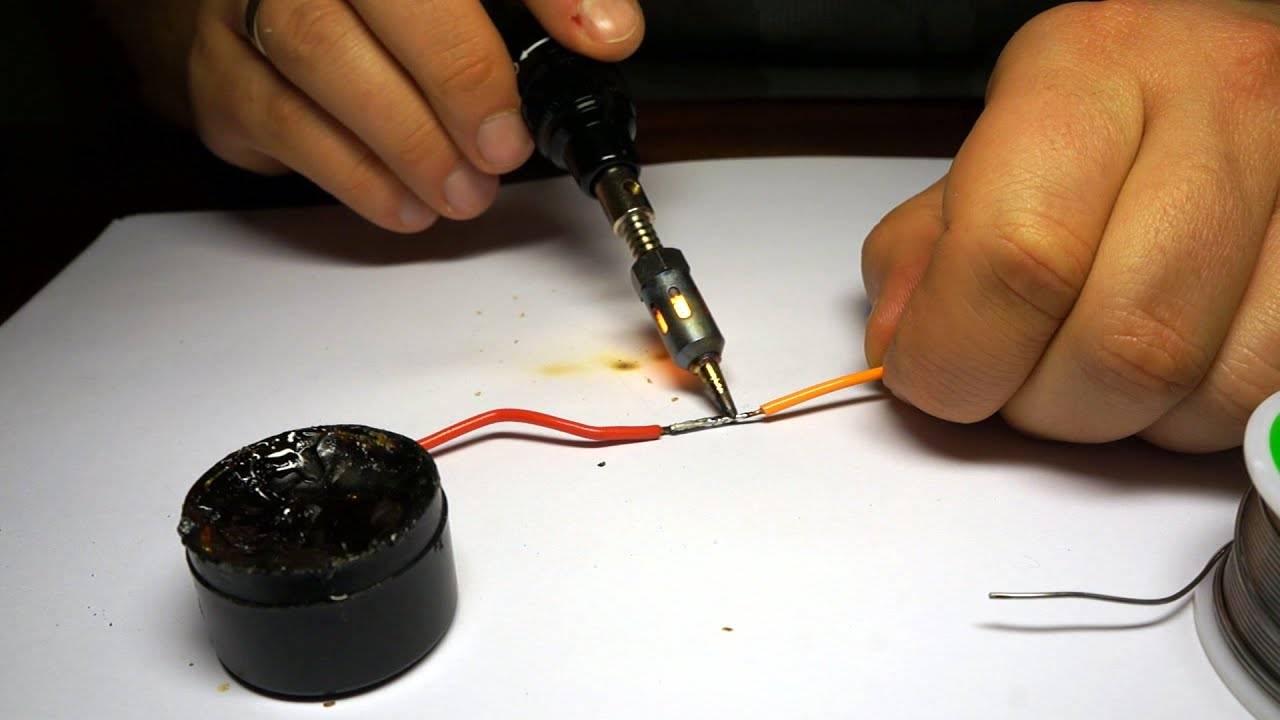
Чтобы соединение металлов после пайки было качественным и надежным, их надо вначале залудить. Разогретое жало погружается сначала в канифоль и с его помощью очищается металл. Потом паяльником переносится расплав припоя на поверхность металла и растирается по ней ровным слоем. Лужение конца провода производится припоем, когда провод погружается в канифоль.
При паянии залуженных деталей канифоль обычно уже не применяется. Залуженные детали плотно прикладываются друг к другу. Правильно нагретый паяльник подносят к участку контакта деталей и кончиком жала разогревают зону пайки. Припой, расположенный на поверхности деталей, расплавляется, металлы соединяются. Паяльник отводится и устанавливается на подставку, а прижим деталей обязательно продолжается до отвердения расплава. Такая выдержка обычно составляет 3-4 секунды. Если припоя в слое на поверхности металла недостаточно, то жалом переносится новая капля расплава.
Правильный уход
Качественный паяльник — инструмент недешевый, и он, как и любой другой инструмент, требует тщательного ухода. Основные правила ухода за ним:
- Не рекомендуется включать паяльник со снятым жалом, так как это приводит к перегреву элемента и значительно сокращает срок службы инструмента
- Перед первым использованием нужно покрыть жало качественным флюсом и облудить его.
- После завершения работ необходимо тщательно чистить наконечник и облудить его, это поможет быстро разогреть инструмент при следующем использовании.
- На жало паяльного средства во время пайки нужно периодически наносить припой, так его наконечник прослужит вам дольше.
Пайка кузова автомобиля (пошагово)
Современная пайка корпуса технологически особо не отличается от процесса лужения, однако в большинстве случаев используются другие материалы.
- Обычно это двухкомпонентный материал для холодного ремонта на основе эпоксидной смолы, который был разработан в качестве замены обычной пайки оловом при ремонте повреждений кузова автомобиля.
- В дополнение к быстрому отверждению, более легкой шлифовке и легкому нанесению, материал для пайки также устраняет необходимость в процессах горячего и открытого пламени, которые необходимы в противном случае, при лужении оловом.

Поскольку автомобильная промышленность продолжает разрабатывать новые материалы для кузовов, растет потребность в совместимой технологии ремонта, не влияющей на соседние пластмассовые или шумовые компоненты, краску или защиту от коррозии.

Составы на основе эпоксидной смолы можно наносить при комнатной температуре без использования пламени и припоя.
- Материалы для пайки поставляются в картриджах для ручных пистолетов вместе со специальной насадкой для смешивания, упрощающей нанесение.
- Может использоваться на все металлические поверхности, включая современные стальные сплавы и алюминий, для кузовного ремонта всех типов автомобилей, в том числе грузовых автомобилей.
- В отличие от пайки оловом и открытого пламени не используются высокие температуры и открытое пламя, а значит, отремонтированные части корпуса не нужно разбирать и собирать заново, что экономит время и предотвращает возможное повреждение соседних частей корпуса.

Время припаивания материала составляет примерно 10 минут (в зависимости от температуры окружающей среды), что составляет достаточно времени, чтобы отремонтированная деталь приобрела первоначальную форму.

Кроме того, современные паечные материалы легче наносить и шлифовать, чем предыдущий варианты без содержания эпоксидных смол. В результате чего получается гладкая основа для последующей шпаклевки и покраски.

Технология пайки практически не отличается от технологии лужения, но требует меньше трудозатрат и не сдержит в припое опасного свинца.

Секреты хорошей пайки
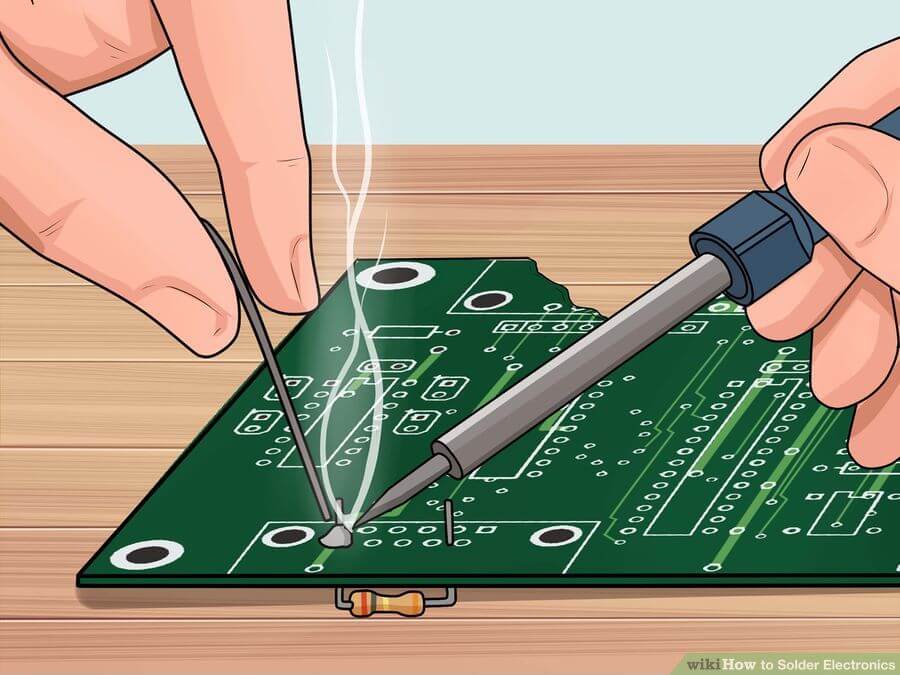
Двигайтесь энергично
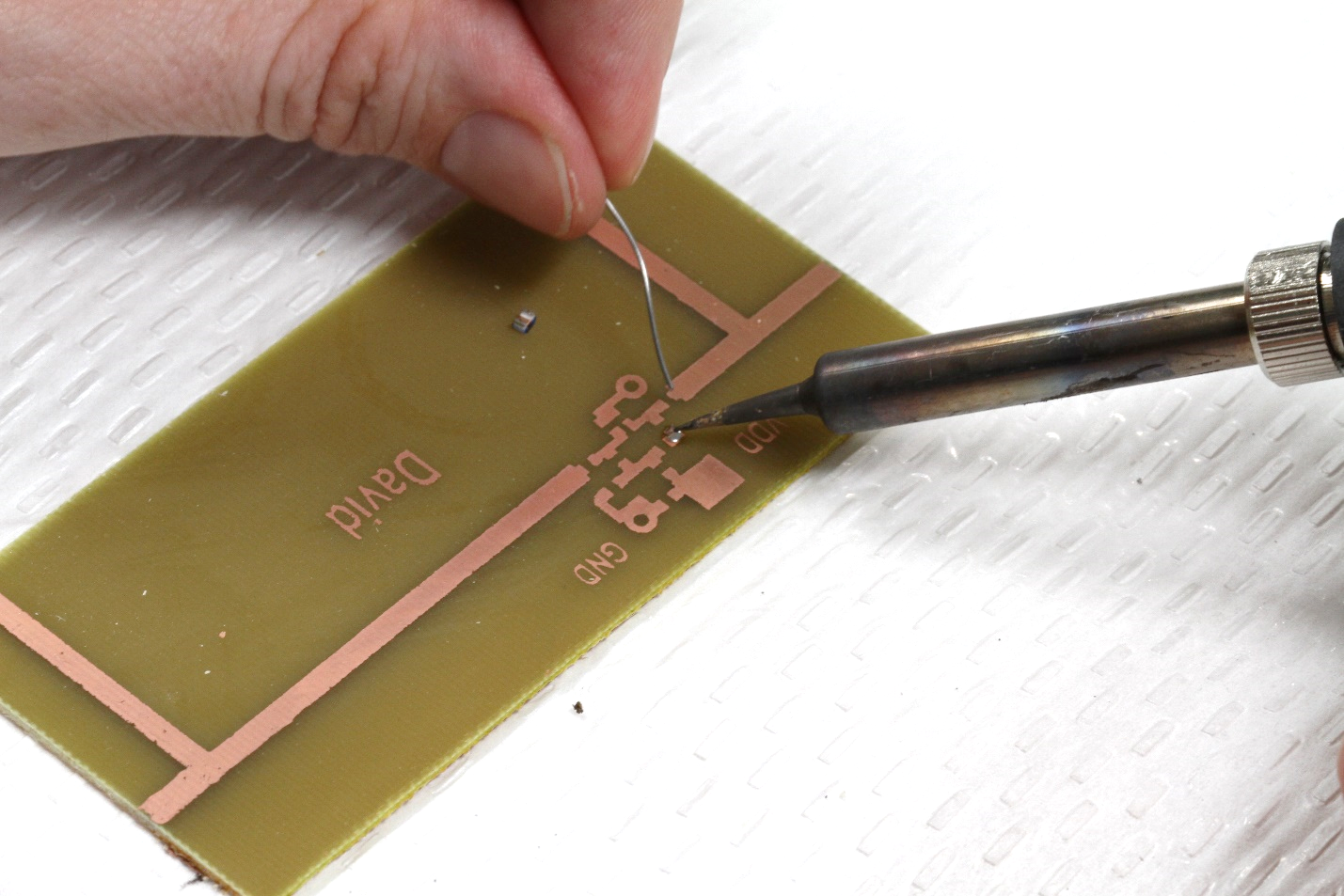
 К сожалению, при перегреве легко повредить компоненты или печатную плату. Самое главное правило в пайке – научиться паять правильно и не перегревать плату и радиодетали. Паяйте четко и быстро. Держите пальцами массивные радиодетали или плату недалеко от места пайки, чтобы контролировать нагрев платы.
К сожалению, при перегреве легко повредить компоненты или печатную плату. Самое главное правило в пайке – научиться паять правильно и не перегревать плату и радиодетали. Паяйте четко и быстро. Держите пальцами массивные радиодетали или плату недалеко от места пайки, чтобы контролировать нагрев платы.
Установите температуру жала паяльника немного меньше, чем хотелось бы. Так можно проверить, достаточно ли этого для качественной пайки. Используйте 30-ваттный паяльник и кратковременную пайку, чтобы избежать перегрева контактов.


При работе с двухсторонней печатной платой проверьте пайку обоих слоев металлизации на предмет качественной и правильной пайки. Хороший паяный шов будет блестящим и конической формы. Если шов выглядит рыхлым, с налетом, то такой эффект называется некачественной «холодной пайкой». Происходит это из-за недогрева, отсутствия флюса и слишком быстрого остывания припоя. Как правильно паять в этом случае понятно — использовать и чуть дольше греть припой.
Отводите тепло от термочувствительных компонентов
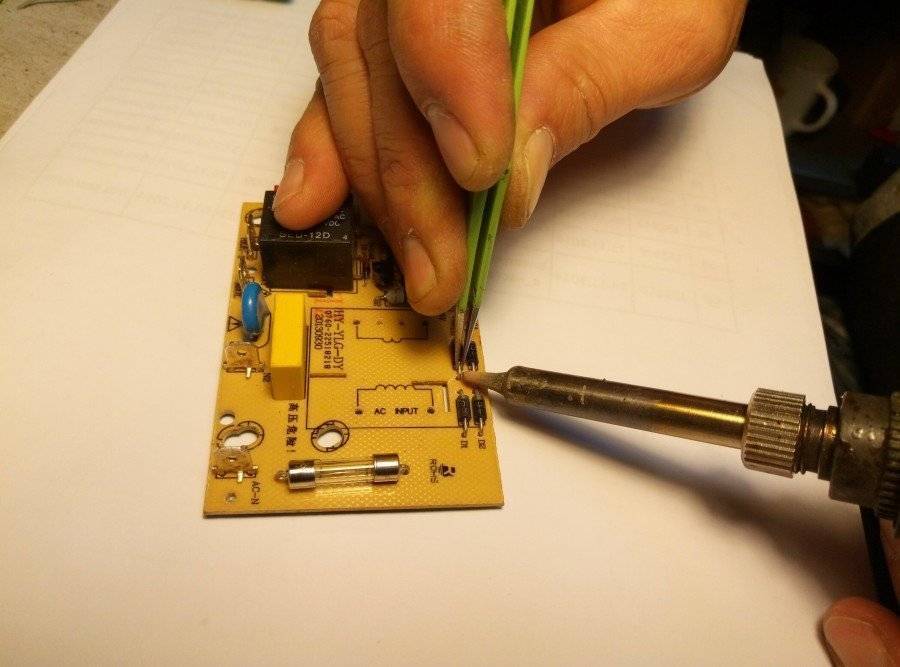
 Некоторые радиодетали (диоды, транзисторы и др.) весьма чувствительны к перегреву. Они требуют дополнительного отвода тепла радиатором, который крепится к их корпусу. Можно пользоваться небольшими радиаторами, прижимающимися к корпусу детали для ее охлаждения.
Некоторые радиодетали (диоды, транзисторы и др.) весьма чувствительны к перегреву. Они требуют дополнительного отвода тепла радиатором, который крепится к их корпусу. Можно пользоваться небольшими радиаторами, прижимающимися к корпусу детали для ее охлаждения.
Научитесь распознавать достаточное количество припоя
 Шов с правильным количеством припоя выглядит гладким и блестящим. Визуальный контроль является одним из лучших способов проверки паяных соединений. Припой должен плавиться на поверхностях контактов, а не на жале паяльника. Именно такой подход дает прочное соединение с поверхностью металла.
Шов с правильным количеством припоя выглядит гладким и блестящим. Визуальный контроль является одним из лучших способов проверки паяных соединений. Припой должен плавиться на поверхностях контактов, а не на жале паяльника. Именно такой подход дает прочное соединение с поверхностью металла.
Припой должен покрывать пространство между паяными контактами равномерно, не образуя наплывов или недопаяных мест.
Держите жало в чистоте
 Кипящая канифоль или другой флюс из трубчатого припоя может оставить на жале или на шве нагар. Этот нагар является нежелательным остатком после процесса пайки. Он ухудшает качество шва, свойства смачиваемости и механическую прочность соединения. Очистите жало паяльника с помощью .
Кипящая канифоль или другой флюс из трубчатого припоя может оставить на жале или на шве нагар. Этот нагар является нежелательным остатком после процесса пайки. Он ухудшает качество шва, свойства смачиваемости и механическую прочность соединения. Очистите жало паяльника с помощью .
Убедитесь в полном остывании припоя
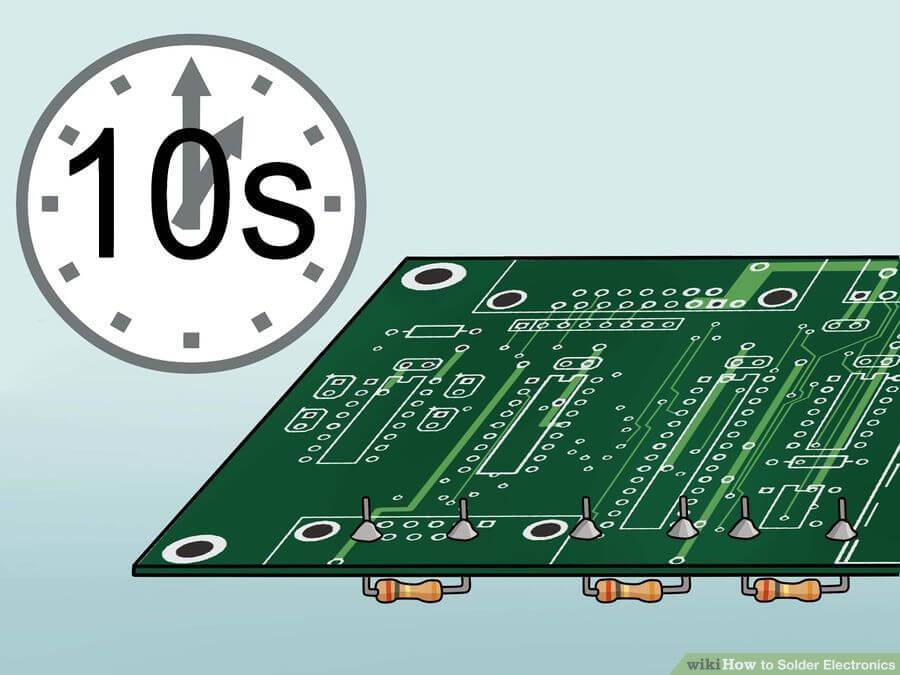 Полное остывание припоя может занять от 5 до 10 секунд – все это время лучше не шевелить паяными контактами. Чтобы удержать горячие радиодетали используйте , или с увеличительным стеклом для визуального контроля.
Полное остывание припоя может занять от 5 до 10 секунд – все это время лучше не шевелить паяными контактами. Чтобы удержать горячие радиодетали используйте , или с увеличительным стеклом для визуального контроля.
Потренируйтесь на кошках
 В качестве «кошки» можете взять старые радиодетали и попаять их между собой. Перед ответственной пайкой всегда проверяйте инструмент. Никто не совершенен, даже профессионалы, так что тренировка всегда пойдет на пользу делу. Как паять профессионально просто поймете со временем.
В качестве «кошки» можете взять старые радиодетали и попаять их между собой. Перед ответственной пайкой всегда проверяйте инструмент. Никто не совершенен, даже профессионалы, так что тренировка всегда пойдет на пользу делу. Как паять профессионально просто поймете со временем.
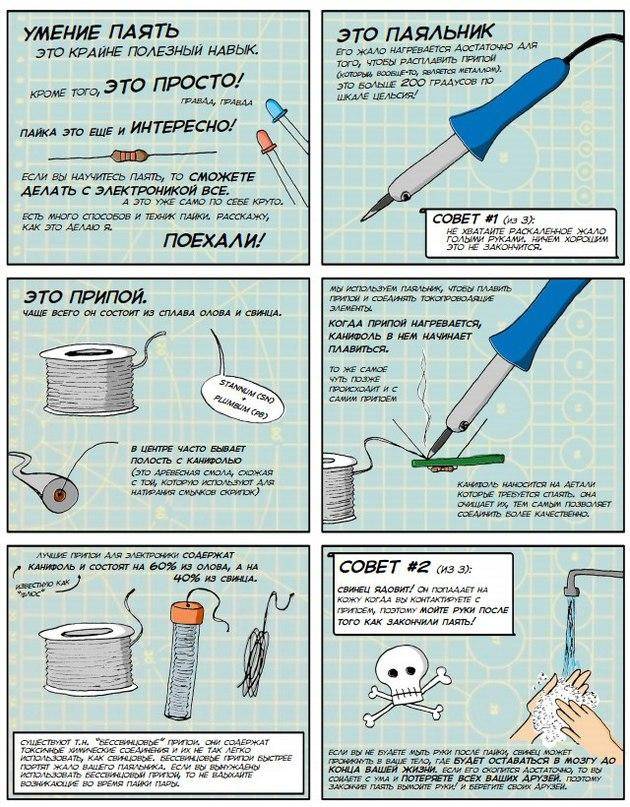
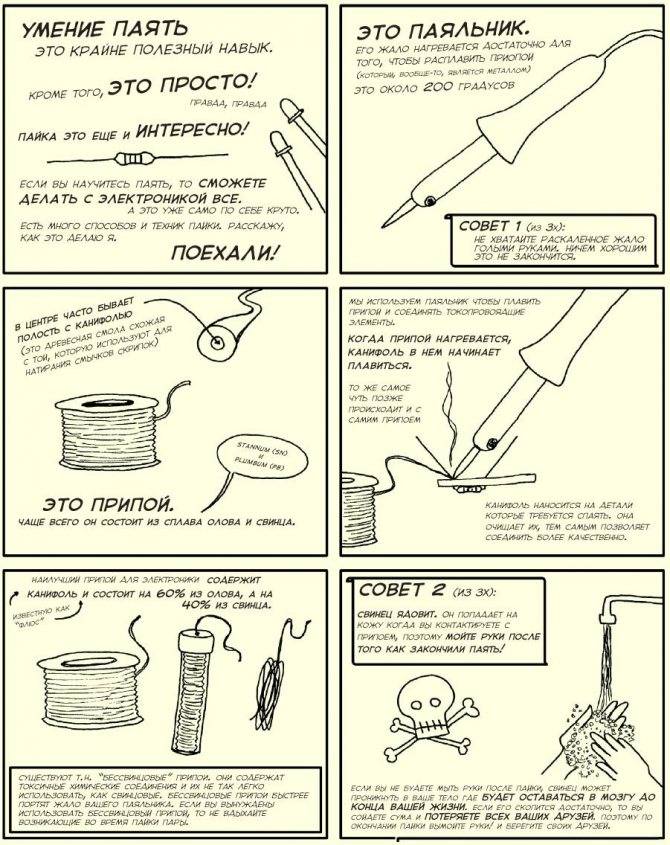
В конце хочу привести картинку, немного похожую на инфографику на тему как научиться правильно паять. Эти основы пайки для начинающих я переводил сам, так что пользуйтесь на здоровье.
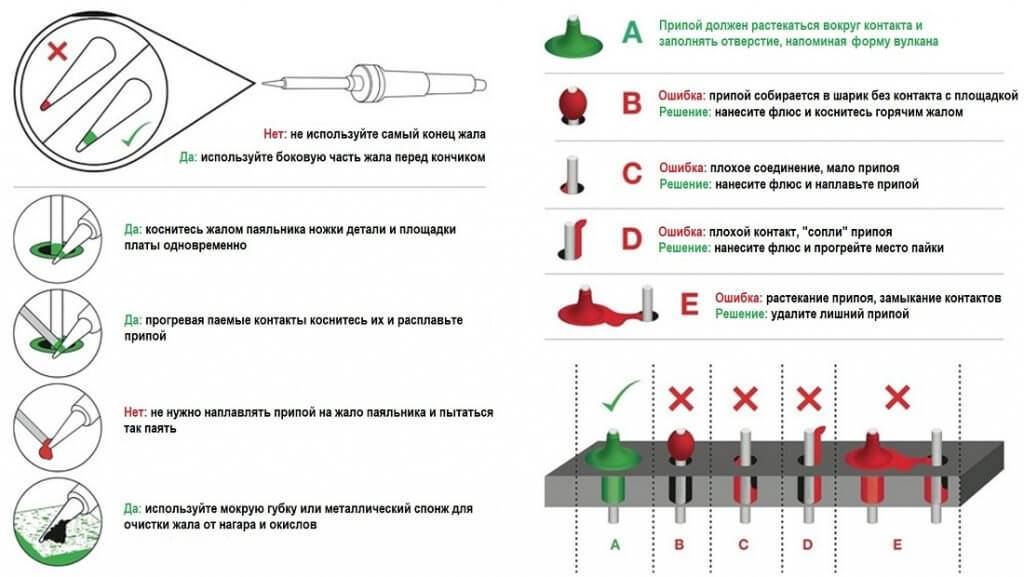
5 советов по созданию надежной пайки
К ним относят:
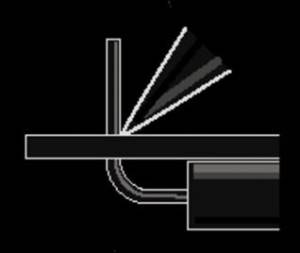
- Прогрев соединяемых деталей следует выполнять не острием наконечника, а его боковой поверхностью. Это обеспечивает больший контакт и лучшую передачу температуры. Однако, работая жалом с тупым наконечником или трансформаторным паяльником этот совет практически не поможет.
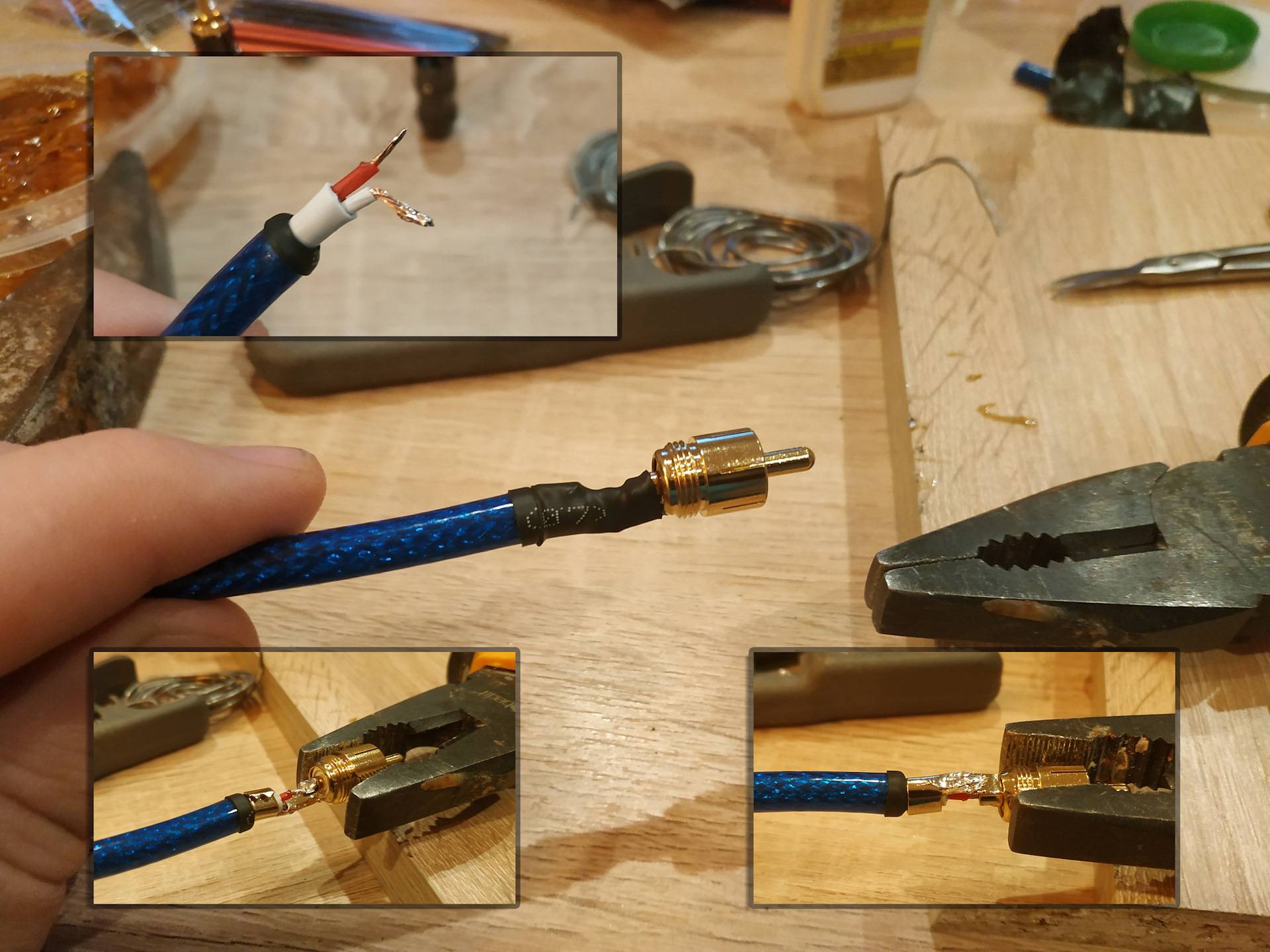
- Для придания повышенной прочности создаваемому соединению создается дополнительная скрутка проводов.
- Механическое приспособление третья рука облегчает фиксацию неподвижного положения соединяемых деталей.
- Новые электронные компоненты изготавливают с залуженными контактными поверхностями. Если они ничем не загрязнены, то на них можно сразу наносить флюс и припой без предварительного лужения. Это ускоряет процесс пайки.
- Продажа предлагает мастерам трубчатый припой, внутри которого расположен флюс. Обычно это канифоль. Такой комбинацией проще работать: сокращается количество промежуточных операций за счет одновременной подачи обоих компонентов.
Что такое пайка
Не ссылаясь на «википедию», объясним своими словами. Пайка, это соединение металлических контактов с помощью токопроводящего расплава, с последующим его застыванием. При этом, в отличие от сварки, ни одна из соединяемых деталей не должна плавиться в процессе. Разумеется, после застывания токопроводящего расплава (припоя), должна быть обеспечена надежная электропроводимость соединения. Сопротивление контактов не может влиять на характеристики электросхемы.
Общие правила работы с паяльником (подробно все эти пункты мы рассмотрим в обзоре)
Место соединения должно быть механически зачищено от загрязнений, защитного покрытия и окислов (если позволяют размеры и конструкция деталей и проводников)
На чем можно акцентировать внимание: некоторые металлы в принципе не могут быть очищены от оксидной пленки, по крайней мере на воздухе. Только под непрерывным слоем специальных флюсов (речь идет об алюминии и сплавах на его основе)
Дело в том, что «крылатый металл» окисляется моментально.
Для обезжиривания точки соединения применяются специальные очистители: флюсы. Они не должны оказывать разрушающего воздействия на металл, с которым вы работаете. Даже если место соединения кажется идеально чистым, пайка без флюса практически невозможна. При касании нагретого жала паяльника, происходит термическое окисление.
А флюсы при нагреве активируют свои очистительные свойства, и не просто удаляют невидимые загрязнения, но и препятствуют окислению.
Для различных материалов разработаны специальные флюсы. Используются даже кислоты.
Форма и размеры рабочего кончика жала паяльника должны соответствовать контактам и условиям пайки. Материал не имеет значения: это может быть медь, керамика, или твердые сплавы, покрытие серебряным напылением.
Выбор мощности — для пайки печатных плат подойдет диапазон 25–60 Вт. Слишком высокая температура может не просто перегреть место пайки, некоторые радиодетали выходят из строя при термическом воздействии. Обратная сторона медали: низкая температура будет отводиться из зоны пайки массивными контактами или толстым теплопроводным проводником. Придется долго держать жало в рабочей зоне — отсюда снова перегрев деталей
Например, когда встает вопрос, как выпаять конденсатор, важно точно знать градус. Золотое правило пайки: высокая температура и кратковременный нагрев
Это умение приходит только вместе с опытом.
Подбор припоя. С точки зрения адгезии — все виды работают неплохо. То есть, подбор для определенного металла контактов — это не задача №1. А вот к температуре плавления следует относиться внимательно. С одной стороны, легкоплавкие составы позволяют минимизировать тепловое воздействие на детали. С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки.
Повторимся, это лишь теоретические основы, из которых пока не ясно, как паять паяльником. Подробные инструкции увидите далее.





